Навигация
Определение коксового остатка
66762
знака
0
таблиц
8
изображений
2.5 Определение коксового остатка
Коксовый остаток определялся термогравиметрическим методом. Образцы исходного вторичного полиэтилентерефталата и композитов ВПЭТФ + органоглина выдерживали при температуре 800 °С в муфельной печи в течение часа. Скорость подъема температуры 5 °С/мин. Затем находили разницу в массе навесок до и после выдерживания в муфельной печи и вычисляли коксовый остаток (%).
2.6 Измерение показателя текучести расплава (ПТР)
Показатель текучести расплавов (ПТР) или индекс расплава - условная величина, характеризующая поведение полимера в вязкотекучем состоянии при переработке его в изделия методами литья под давлением, экструзии и др. ПТР обычно определяют для термопластичных материалов (полиэтилен, полипропилен, полиформальдегид, ПЭТФ и др.) и выражают количеством полимера в граммах, которое проходит через стандартное сопло в течение 10 мин при определенных температуре и нагрузке.
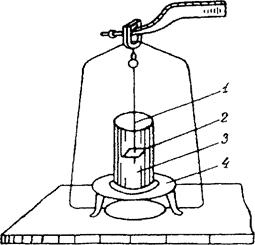
ПТР, характеризующий реологические свойства расплавов вторичного ЭТФ и его композиций с органоглиной, определяют на капиллярном вискози- метре ИИРТ-М (рис. 2.2.), который представляет собой стальной цилиндрический корпус 4, имеющий два продольных канала. Один канал служит для загрузки.
На верхней части поршня находится втулка 2, на которой помещен съемный груз 1. В нижней части центрального канала укреплено стандартное сопло 6, выполненное из закаленной стали. Сопло не должно выступать за пределы корпуса.
Корпус пластометра имеет электрообогрев 5, при помощи которого можно создавать в цилиндре необходимую температуру. Температура поддерживается автоматически и регулируется при помощи электронного потенциометра.
Прибор снабжен выдавливающим устройством для удаления остатков испытуемого полимера. Все поверхности пластометра, соприкасающиеся с материалом, должны быть отполированы. Пластометр устанавливают вертикально и укрепляют на металлической подставке 7 [67].
Для испытуемого материала с ПТР от 0,15 до 25 г/10 мин применяют
стандартное сопло с внутренним диаметром 2,095 ± 0,005 мм. При большой текучести полимеров (от 25 до 250 г/10 мин) применяется сопло с внутренним диаметром от 1,160 до 1,200 мм.
Полимер для определения ПТР используют в виде порошка или неболь
ших гранул.
Вес груза Р (в г) для стандартного сопла рассчитывают по формуле:
![]()
где, D - диаметр поршня, мм; d - диаметр сопла, мм.
Колебания в весе груза допускаются в пределах ±10 г.
Перед началом испытаний прибор нагревают до необходимой температуры (в данном случае - 260 °С), выдерживают в течение 15 мин, а затем в центральный канал вводят навеску испытуемого полимера и опускают поршень без груза. Спустя 3-4 мин, когда установится необходимая температура полимера,
на поршень помещают груз (в данном случае груз стандартный - 2,160 кг). Материал начинает выдавливаться через сопло пластометра. Первую выдавленную порцию загрузки (примерно 1/3) отбрасывают, а последующие порции срезают через определенные промежутки времени (5 с) и после охлаждения взвешивают.
Расчет ПТР осуществляют по следующей формуле:
М-600 ПТР = где М - масса (усредненная по пяти значениям) полимерного образца, выдавленного из сопла пластометра через каждые 5 с; 600 - стандартное время испытаний для большинства полимеров, с; Т - время опыта, с [67].
В условном обозначении ПТР верхний индекс обозначает температуру испытаний в °С, а нижний - нагрузку в кг, при которой выполнены измерения ПТР.

Рис. 2.2. Схема прибора для определения показателя текучести расплава полимера: 1 - груз; 2 - втулка; 3 - поршень; 4 - цилиндр; 5 - электрообогрев; 6 - сопло; 7 — подставка.
2.7 Измерение плотности
Плотность литых образцов определяют методом гидростатического взвешивания согласно методике [67]. Для этого отлитую таблетку, взвешивают с точностью до 0,002 г. Погружают в жидкость, в которой исходный вторичный ПЭТФ, а также композиции на его основе не растворяются и не набухают), для удаления с поверхности таблетки пузырьков воздуха их вытирают фильтровальной бумагой. После этого образец подвешивают на очень тонкой проволоке к крючку над чашкой весов и подставляют стакан с жидкостью (с дистиллированной водой), в которой проводят определение. Стакан ставят на специальну подставку, которая не должна касаться чашки весов. Образец с проволокой погружают в воду при 20 °С и взвешивают. Затем взвешивают проволоку без образца при этом же уровне погружения. Схема прибора для определения плотно- гидростатическим взвешиванием представлена на рис. 2.3. Плотность полимерных композиций р (г/см3) вычисляют по формуле:

Ударные испытания по методу Шарпи
Ударные испытания выполнены согласно общепринятой методике Шарпи трехточечный высокоскоростной изгиб) - ГОСТ 4746-80, образцы типоразмера, имеющие следующие размеры: длина L = 50 мм, ширина В = 6 мм и толщина = 4 мм,. Ударные испытания выполнены на маятниковом копре ИТ-1/4 со малой энергии 1,0 Дж. Скорость х> ударника в момент контакта с образцом равнялась 2,9 м/с (согласно паспорту). Общий вид такой установки показан на рисунке 2.4. [69].
Ударную вязкость Ар для исходного вторичного ПЭТФ и композиций на основе вторичного ПЭТФ и органоглины определяли по формуле:
![]()
где, U - энергия разрушения образца, Дж; В - ширина образца, мм; D - толщина образца композита, мм.
Образцы для ударных испытаний получены литьем под давлением
ЮМПа на термопластавтомате «KuASY-l,6 х 2/1» (Германия) при температуре 260 °С.
Рис. 2.4. Общий вид установки для ударных испытаний по методике Шарпи.
Похожие работы
... каучука и/или сополимера бутадиена и акрилонитрила (1) или стирола (2). Используемый АБС содержит 1 и 2 в отношении от 15:85 до 60:40 [73]. Производство и применение ПБТ, его сополимеров и композиционных материалов на их основе Благодаря сочетанию физико-химических, механических и диэлектрических свойств и высокой скорости кристаллизации ПБТ широко используют для изготовления деталей ...
... с наполнителями. С возрастанием удельной поверхности наполнителей [12,14] адгезионное взаимодействие, как правило, усиливается, поскольку в присутствии высокомолекулярных наполнителей возрастает объем полимера, иммобилизованного в граничные слои, по сравнению с низкодисперсными наполнителями. Это проявляется в повышении температуры стеклования (Тс) образцов. Содержащих наполнители с высокой ...
... эффект за счет полной автоматизации процесса литья под давлением термопластов без применения промышленных роботов и манипуляторов. Техническое перевооружение заводов, перерабатывающих пластические массы, предусматривает поэтапную замену маломощного оборудования и малогнездной оснастки более производительным литьевым оборудованием и новой горячеканальной многогнездной и многовпускной безотходной ...
0 комментариев