Навигация
Экологическое влияние отходов молибденовой промышленности
77848
знаков
3
таблицы
3
изображения
2.8 Экологическое влияние отходов молибденовой промышленности
При переработке молибденовых руд большое количество молибдена теряется на разных этапах переработки сырья. При этом возможно как отравление персонала работающего на предприятии так и негативное влияние на природу.
Токсичность молибдена проявляется при поступлении молибдена более 15 мг в сутки. При поступлении таких количеств молибдена наблюдаются следующие симптомы:
истощение, токсикоз;
подагра (при сопутствующем дефиците кальция);
нарушение функций иммунитета;
изменение функций костного мозга, тимуса, селезенки;
хронический профессиональный молибденоз (повышение содержания мочевой кислоты и молибдена в сыворотке крови, артрозы, гипотония, анемия и лейкопения, желудочно-кишечные заболевания, атаксия, резкие нарушения обмена веществ).
«молибденовая подагра» (болезнь Ковальского), которая часто встречается в Армении.
При поступлении молибдена в больших количествах он усваивается растениями, растения содержат молибден в листьях и побегах. При этом они становятся токсичны. Растения имеют свойство извлекать и концентрировать молибден в зеленой массе, поэтому его содержание в ней будет выше, чем в почве. Это приведет к отравлению молибденом животных. Поэтому отвалы после переработки молибденовых руд следует покрывать слоем земли для упреждения разноса ветром породы. Также такие отвалы следует изолировать от грунтовых вод, поскольку молибден может просачиваться в грунтовые воды и отравлять их [1, 3].
Глава 3. Методы и методики получения молибдена и его соединений
3.1 Основы технологии переработки молибденовых руд
Основной метод обогащения молибденовых руд – флотация. Наиболее просто обогащаются руды жильных кварц молибденовых месторождений. В результате первоначальной коллективной флотации получают концентрат с 5 – 10% Мо [2, 8]. Селективную флотацию молибденита проводят затем при подавлении флотации других сульфидов. После переочисток получают стандартный концентрат с 80 – 90% MoS2 при общем извлечении до 90 – 95 % и выше. Низкосортные молибденовые концентраты и промежуточные продукты подвергают «химическому» обогащению, иначе говоря, гидрометаллургической переработке с получением в итоге молибдата кальция для ферросплавной промышленности. Такая комбинация флотационного обогащения и гидрометаллургической обработки позволяет экономичнее достигать большего извлечения молибдена из руды, чем это можно было бы сделать флотационными методами. Концентраты, содержащие молибден в виде молибденита, обрабатывают, прежде всего, для окисления серы сульфидов. С этой целью в промышленности наиболее часто прибегают к окислительному обжигу. Вместо обжига может применяться малораспространенная в заводской практике обработка сильными окислителями в водной среде: азотной кислотой, гипохлоритом, кислородом или воздухом под давлением, либо хлорирование [8]. Огарки, получаемые после обжига богатых и чистых концентратов, используют в производстве ферромолибдена, для получения чистой трехокиси методом возгонки и для химической переработки на чистые соединения молибдена. Последние, в свою очередь, могут использоваться для получения металла высокой чистоты. Огарки от обжига более бедных, низкосортных концентратов и промпродуктов обогащения обязательно подвергают химической переработке. В процессе обжига до 30 – 40% Мо и основная масса Re переходят в пыль и газы.
Первичная обработка в окисляющих растворах может быть применена для любых концентратов. Растворы, полученные после окислительного выщелачивания концентратов, очищают от примесей, после чего из них выделяют необходимые соединения молибдена и рения. Из полученных растворов чистые молибденовые и рениевые соединения могут быть селективно выделены ионообменом или экстракцией.
3.2 Получение парамолибдата аммония (NH4)6Mo7O24 × 4H2O
Химическую переработку «огарков» после обжига богатых высококачественных концентратов производят с целью получения чистых соединений молибдена – парамолибдата аммония и молибденового ангидрида [20, 23]. Из этих последних в случае необходимости легко получить любые другие соединения, в том числе и соединения высокой чистоты. Молибденовый ангидрид, находящийся в огарке, растворяется в растворах аммиака, щелочей, соды, некоторых кислот. Но щелочные металлы – нежелательные примеси для соединений молибдена, применяемых в электротехнической и химической промышленности. В щелочах, соде и кислотах растворяется большое число и других примесей.
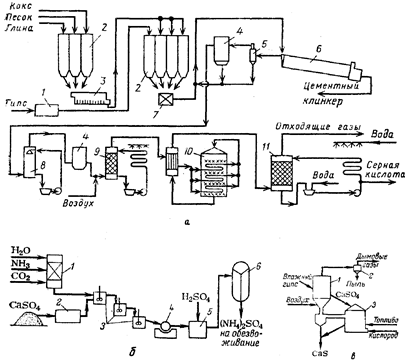
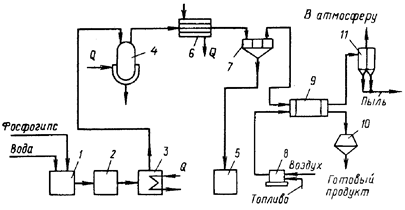
Раствор аммиака обладает тем преимуществом, что в нем не растворимо большинство примесей, сопутствующих молибдену в огарке. Поэтому аммиачный способ переработки богатых молибденовых огарков более распространен. Его преимуществами, помимо высокого извлечения МоО3 в раствор и достаточно полного отделения примесей, являются простота дальнейшей очистки аммиачного раствора, легкость выделения молибдена в виде чистого парамолибдата аммония, простота подбора материала для аппаратуры. Схема аммиачного метода переработки огарков после обжига молибденита представлена на рис.3
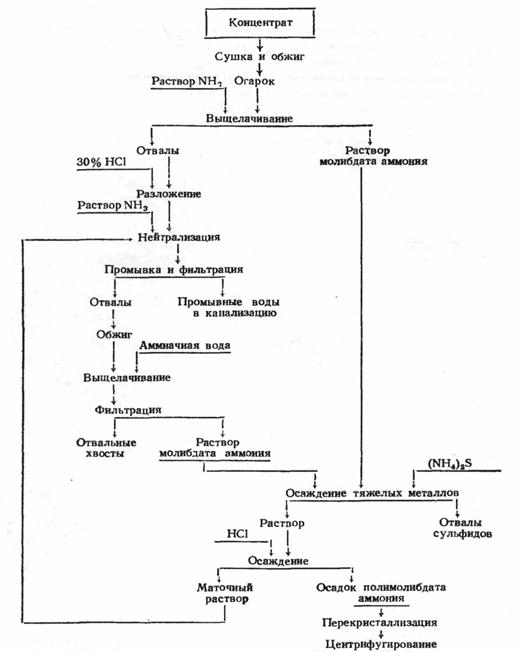
Рис. 3. Cхема переработки огарков с кислотным разложение хвостов выщелачивания
Перед обработкой раствором аммиака рекомендуется промывать огарок водой для удаления растворимых в воде сульфатов (CuSO4, части CaSO4 и др.) и солей щелочных металлов. Но так как при этом несколько теряется молибден, то промывают не всегда. Потеря молибдена при промывке достигает 4 – 5% [20].
При обработке огарка аммиаком происходят реакции:
MoO2 + 2NH4OH = (NH4 )2МоО3 +H2О
CuO + 4NH4OH = [Cu(NH3)4](OH)2 + 3H2O
CuMoO4 + 6NH4OH = [Cu (NH3)4] (OH)2 + (NH4)2 MoO4 + 4H2О
ZnMoO4 + 6NH4OH = (NH4)2 MoO4 + [Zn (NH3)4] (OH)2 + 4H2O NiMoO4 + 6NH4OH = (NH4)2 MoO4 + [Ni (NH3)4] (0H)2 + 4H2O
Аналогично молибдатам реагируют сульфаты меди, цинка, никеля и железа, если они образовались при обжиге. Железо (II) (в составе сульфата или окиси) частично реагирует по уравнению
FeSO4 + 4NH4OH → [Fe (NH3)4] SO4 + 4H2О
и переходит в раствор в составе комплекса. Железо (III), образующееся в результате окисления Fe2+ кислородом воздуха при обжиге и выщелачивании, частично остается в составе химически стойкого Fe3O4, частично дает нерастворимую гидроокись Fe(OH)3.
Остаются без изменения МоО2, СаМоО4, кварц, неокислившиеся при обжиге сульфиды. В аммиачные растворы в зависимости от минералогического состава концентрата и условий обжига переходит 80 – 95% молибдена. Для более полного перевода молибдена в раствор добавляют 60 – 80 кг (NH4)2CO3 на 1 т огарка. Влияние карбоната аммония на извлечение молибдена связано со следующими реакциями:
CaSО4 + (NH4)2 MoO4 → CaMoO4 + (NH4)2 SO4
CaSО4 + (NH4)2 CO3 → Ca CO3 + (NH4)2 SO4
Растворимость CaSO4 и СаМоО4 соответственно 2 и 0,028 г/л при 20°С. Поэтому реакция смещена в сторону образования СаМоО4. Без добавки (NH4)2CO3 в процессе выщелачивания раствором аммиака сульфат кальция, образовавшийся в огарке в ходе обжига, превращается в СаМоО4, устойчивый в аммиачных растворах. Добавка (NH4)2CO3 ведет к образованию СаСО3 из CaSO4. Возможно и частичное растворение СаМоО4:
СаМоО4 + (NH4)2 CO3 = (NH4)2 МоО4 + СаСО3
Осаждение СаСО3 на частицах CaSO4 затрудняет растворение последнего [20]. Осаждение его же на зернах СаМоO4 прекращает растворение последнего. Кроме того, благодаря наличию ионов СО![]() в растворе в отвальные хвосты переходит не гидроокись железа, а карбонат, который меньше адсорбирует молибден. Это снижает переход молибдена в остатки от выщелачивания. Сухой остаток после выщелачивания и сушки составляет 10 – 30% от массы огарков. В нем 5 – 25% Мо. Поэтому на заводах дополнительно обрабатывают остаток по особой схеме.
в растворе в отвальные хвосты переходит не гидроокись железа, а карбонат, который меньше адсорбирует молибден. Это снижает переход молибдена в остатки от выщелачивания. Сухой остаток после выщелачивания и сушки составляет 10 – 30% от массы огарков. В нем 5 – 25% Мо. Поэтому на заводах дополнительно обрабатывают остаток по особой схеме.
В заводских условиях огарок выщелачивают 8 – 10%-ным раствором аммиака при 20 – 60° С [23]. Процесс проводят во вращающихся горизонтальных герметических стальных барабанах с шарами или в вертикальных реакторах с мешалками. Вращающиеся герметические барабаны более экономичный по извлечению молибдена, и по расходу аммиака процесс. Процесс в обоих случаях периодический и идет в несколько стадий, хотя в принципе возможна организация непрерывного или полунепрерывного выщелачивания в каскадах герметизированных реакторов. Раствор с первых стадий поступает на очистку и дальнейшее извлечение молибдена. Слабые растворы и промывные воды поступают на первую стадию. Общий расход аммиака на всех стадиях в зависимости от состава концентрата и аппаратуры колеблется в пределах 115 – 140% от теоретически необходимого количества. В крепких растворов плотность более 1,1 г/см3,они содержат 140 – 190 г/л МоО3. Остатки от выщелачивания отфильтровывают на фильтрах непрерывного или периодического действия [8].
В последнее время предложено выщелачивать огарки аммиаком в кипящем слое. Это интенсифицирует выщелачивание и может осуществляться в непрерывном процессе.
Концентрированные растворы после фильтрования очищают от тяжелых металлов, осаждая их в виде сульфидов:
Me2++NH4HS = MeS + NH4+ + H+
где Ме2+ - Cu2+, Pb2+.
Fe2+ частично осаждается в виде FeS, частично захватывается осадком других сульфидов. Благодаря очень малому произведению растворимости сульфидов, все тяжелые металлы осаждаются практически полностью. Это, в частности, можно наглядно наблюдать по исчезновению характерной интенсивной сине-фиолетовой окраски раствора. характерной для медно-аммиачного комплекса..
Из очищенного аммиачного раствора молибден может быть выделен:
1) кристаллизацией парамолибдата аммония;
2) осаждением тетрамолибдата;
3) осаждением молибденовой кислоты;
4) осаждением СаМоО4:
7(NH4)2МоО4 =3(NH4)2О• 7МоО8 ∙ 4Н2О + 8NH3
4 (NH4)2 MoO4 + 5H2O = (NH4)2О ∙ 4MoO3 ∙ 2H2O + 6NH4OH (NH4)2 МоO4 + 2HNO3 = Н2МоО4 + 2NH4NO3
(NH4)2 MoO4 + СаС12 = CaMoO4 + 2NH4C1
Кристаллизацию парамолибдата производят в несколько стадий. После первых стадий получается наиболее чистый продукт, но с небольшим выходом. Увеличения выхода достигают дальнейшей, более глубокой кристаллизацией, но при этом продукт получается более низкого качества. Молибденовая кислота частично растворима в кислотах и выделяется в виде трудно отстаивающихся и трудно промываемых осадков. Осаждение тетрамолибдата дает высокое извлечение молибдена и богатый молибденом продукт. Осадок его лучше отстаивается, но продукт требует переочистки. Осаждение СаМоО4 из аммиачных растворов нерационально, так как он применяется лишь при выплавке ферромолибдена и может быть получен более простым путем. Для других же целей требовалась бы дальнейшая химическая переработка СаМоО4. Введение иона Са2+ усложняло бы дальнейшую очистку соединений молибдена.
Для осаждения парамолибдата аммония аммиачный раствор упаривают до 400 г/л МоО3, что соответствует плотности раствора 1,40 г/см3. В производственных условиях выпаривают сначала до плотности 1,20 – 1,23 г/см3. После этого дают отстояться дополнительно выпавшему осадку сульфидов Cu(II), Fe(II), Pb(II) и гидроокиси железа. Осадок отделяют, раствор упаривают далее. Горячий раствор фильтруют и направляют в кристаллизаторы. Кристаллизовать рациональнее при перемешивании и искусственном охлаждении. При этом выделяются более мелкие кристаллы, но процесс протекает быстрее. После первых двух операции получают продукт наивысшей чистоты [9, 17]. Последующие кристаллы более грязны. Их либо направляют на перекристаллизацию, либо квалифицируют более низшим сортом. Выпаривают и кристаллизуют в аппаратуре, стойкой против действия раствора аммиака.
3.3 Получение молибденовой кислоты Н2МоО4 или молибдата кальция СаМоО4
Остатки (отвалы) от выщелачивания раствором NH3 огарков, полученных после обжига богатых молибденовых концентратов, могут содержать до 20 – 25% Мо в составе соединений, не разлагаемых растворами аммиака, - СаМоО4, MoO2, MoS2. Молибден из остатков от выщелачивания извлекают одним из трех методов: 1) спеканием остатков (отвалов) с содой и последующим выщелачиванием спеков водой; 2) выщелачиванием растворами соды в автоклавах; 3) обработкой отвалов кислотами. В первых двух способах молибден переходит в раствор в составе Na2MoО4:
СаМоО4 + Na2CO3 = Na2MoO4 + СаСО3
2МоО2 + О2 + 2NaСО3 = 2Na2MoO4 + 2CO2
2MoS2 +6Na2CO3 + 9О2 = 2Na2MoO4 + 4Na2SO4 + 6 CO2
Из раствора Na2MoO4 молибден осаждается в составе молибдатов кальция или железа (после удаления избытка ионов СО![]() частичной нейтрализацией кислотой):
частичной нейтрализацией кислотой):
NaMoO4 + СаС12 = СаМоО4 + 2NaCl
3Na2MoO4 + 2FeCl3 — Fe2O3 ∙ ЗMоО3 + 6NaCl
Получаемые молибдаты кальция и железа (III) используются в промышленности ферросплавов. Кроме того, молибдат железа может быть разложен раствором аммиака:
Fe2O3 ∙ ЗMоО3 + 6NH4OH = 3(NH4)3MoO4 + 2Fe (OH)3
Полученный аммиачный раствор после очистки перерабатывают на парамолибдат аммония. При кислотной обработке отвалов используется азотная или соляная кислота. Молибдаты разлагаются кислотами, выделяя молибденовую кислоту:
СаМоO4 + 2HNO3 = Н2МоО4 + Ca (NO3)2
MOS2 и МоО2, оставшиеся в отвалах в результате неполного окисления концентрата при обжиге, окисляются при выщелачивании азотной кислотой, также образуя молибденовую кислоту:
MоS2 + 14HNO3 = Н2SО4 + 12NO2 + 2NO + 4H2O
При обработке отвалов на холоду соляной кислотой образующаяся молибденовая кислота переходит в раствор. Это удобно при переработке отвалов, содержащих значительное количество соединений вольфрама. Вольфрамат кальция соляной кислотой на холоду не разлагается. Таким образом можно в принципе частично разделять соединения вольфрама и молибдена. Поэтому солянокислая обработка рациональна, если в отвалах от аммиачного выщелачивания есть соединения вольфрама.
Режим и схема спекания отвалов с содой следующие. Смесь отвалов с содой спекают 6 – 9 частями при 700 – 750°С на поду пламенной печи. Спек выщелачивают водой. Пульпу фильтруют и промывают. Из фильтрата осаждают молибдаты железа или кальция (молибдат железа осаждается при рН 3,5 – 5). В осадке получается смесь молибдата и гидроокиси железа. Осадок выщелачивают раствором аммиака. Полученный раствор молибдата аммония перерабатывают на парамолибдат аммония обычным путем. Хвосты после выщелачивания осадка молибдата железа содержат 1 – 1,5% МоО3 и являются отвальными. Выщелачивают отвалы растворами соды в автоклавах при 180 – 200°С, что соответствует давлению 12 – 15 атмосфер. Автоклавный процесс рационален при низком содержании MoS2 и МоО2 в отвале [20].
3.4 Возгонка из огарков МоО3
Возгонка и испарение из расплава МоО3 применяются для получения чистого окисла [20, 23]. Возгонка начинается заметно с 800°С, расплав кипит при 1150°С. Способы возгонки и испарения МоО3 из расплава дают возможность получить чистый МоО3 по очень короткой схеме. Количество МоО3, испарившегося с поверхности расплава при 930°С за 1,5 ч (1,0 г/см2)10-4, за 4 ч (1,5 г/см2)10-4. Значительное влияние на возгонку МоО3 оказывают примеси. Это связано с образованием молибдатов, особенно Са и Mg, устойчивых при температуре испарения. Эти соединения растворяются в расплаве МоО3, понижая упругость его пара. Упругость пара молибдатов повышается с температурой, и перенос примеси увеличивается. Так, давление пара РbМоО4 при 1016°С 0,08, при 1060°С 0,23 мм. рт. ст. В процессе возгонки к порошку МоО3 добавляют кварц, облегчающий разгрузку невозогнанного остатка. В противном случае остаток МоО3 налипает на под и пропитывает его.
В промышленности при малом масштабе производства МоО3 при 1100 - 1200°С возгоняют в тигельных наклонных вращающихся электропечах, при большом масштабе – в карусельной электропечи с вращающимся подом и силитовыми нагревателями. На поду находится слой кварцевого песка. Воздух в тигли вдувают через трубку на поверхность испарения, а возгон выносится током воздуха из тигля через приемный зонт и трубопровод в приемные устройства. В карусельных печах воздух продувают над поверхностью пода; газы выносятся через отверстия в своде печи в общий приемный коллектор, далее в кулеры и мешочные фильтры. В печи есть две зоны: зона питания с загрузочными бункерами и зона возгонки с отверстиями для вывода возгона и пара. За один оборот пода возгоняется около 60% МоО3, имеющегося в огарке. Подовый остаток поступает на химическую переработку растворением или на выплавку ферромолибдена. За сутки печь дает 3,75 т чистой МоО3. Чистота зависит от температуры, состава исходного огарка и может быть достаточно высокой. Повышение температуры снижает чистоту возгона, которая колеблется от 99,5 до 99,75%.
Исходные для возгонки огарки получаются обжигом богаты и
чистых концентратов и содержат 80 – 90% МоО3. Для этого в концентратах должны быть не менее 60% молибдена, ~5% SiO2 и сотые доли процента примесей металлов.
Похожие работы
... из отработанных катализаторов и химических остатков [16]. 3.3 Молибден из колошниковой пыли плавильных печей Этот процесс, разработанный X. Кастанья, предназначен для выделения молибдена в виде молибденовой кислоты из отходов, в частности, из отработанных катализаторов, содержащих носитель - у-оксид алюминия и молибден в виде оксида или сульфида. Процесс включает обработку отходов ...
... молибдена и др. Эти материалы могут быть использованы в качестве легирующие компоненты для выплавки легированных чугуну и стали. Результаты исследований [11] показали, что использование отработанных никелевых катализаторов позволяет получать заготовку шихты с содержанием никеля 11 % и ванадию 3 % при одношлаковом режиме плавки. 1.2 Особенности редкофазной обновительной плавки. Выполненный ...

... отходам производства. В докладе «О состоянии окружающей природной среды Российской Федерации в 1997 году» Государственного комитета Российской Федерации по охране окружающей среды отмечается, что на начало 1997 г. на предприятиях различных отраслей промышленности накоплено 1431,7 млн. т токсичных отходов. За 1997 г. на промышленных предприятиях РФ образовалось 89,4 млн т токсичных отходов, из ...
... . Заражение радиоактивными веществами и происходило ранее при воздушных и подводных испытаниях атомных бомб, а сейчас может произойти — при авариях атомных подводных лодок. Усиливается загрязнение природной среды твердыми промышленно-бытовыми отходами. Это вышедшие из употребления упаковочные материалы, бытовые и промышленные приборы, машины, бумага, консервные банки и, бутылки, остатки пищи, ...
0 комментариев