Навигация
Действия по "горящим" позициям - информирование соответствующих отделов об изменении сроков выполнения заданий, изменение плана продаж
94677
знаков
13
таблиц
14
изображений
2. Действия по "горящим" позициям - информирование соответствующих отделов об изменении сроков выполнения заданий, изменение плана продаж.
3. Точная оценка возможностей производства и планирования с учетом фактических производственных мощностей и выполняемых заданий.
Выходная информация:
План производства, план закупок с указанием точного количества и сроков (ежедневно).
Сметно-суточные задания по цехам.
"Горящие позиции" или сообщения об исключениях.
Профили загрузки по подразделениям и рабочим центрам.
3.2 Планирование необходимых (производственных) ресурсов (ПНР)
Суть управления мощностями заключается в том, что на каждом иерархическом уровне планирования материалов должно сопоставляться с имеющимся количеством на складах.
В данном случае под мощностью подразумевается возможность системы (предприятия) выполнить объем работ за определенный период времени. Мощность системы будет измеряться в часах, ввиду универсальности данной единицы измерения.
Применительно к данному промышленному предприятию доступная мощность (существующая мощность системы), требуемая мощность (мощность, необходимая для выполнения плана) и загрузка (потребляемая в данный период мощность оборудования) могут быть графически представлены в виде воронки, изображенной на рисунке представленном ниже. Доступная мощность определяет темп, с которым поток работает вытекает из воронки, а загрузка - это объем работ, присутствующих в системе в данный момент.
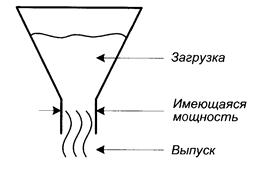
Рис.10. Мощность и загрузка
Процесс планирования необходимых мощностей состоит из следующих шагов:
определение доступной мощности для каждого рабочего центра и каждого периода времени;
определение загрузки каждого рабочего центра и каждого периода времени.
устранение выявленных несоответствий между требуемой и доступной мощностями. Если это возможно, то следует увеличить мощность, а если такой возможности нет, то необходимо корректировать план производства, чтобы он соответствовал доступным мощностям.
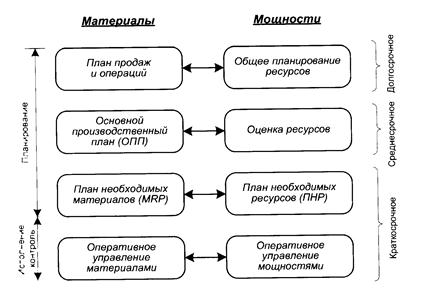
Рис.11. Планирование материалов и мощностей.
Планирование необходимых ресурсов/мощностей. Использование компьютерной системы.
Плановые заказы и ожидаемые поступления рассчитанные на основе открытых заказов (т.е. реальных производственных заданий, находящихся в производстве) конвертируются в данные о потребностях в часах работы для каждого рабочего центра для заданных промежутков времени. При этом принимается по внимание продолжительности операций и их распределение по рабочим центрам.
Ввиду высокой степени детализации процесс планирования ресурсов требует большого объема информации и вычислений. Используемая для этих целей система управления должная содержать следующую информацию:
заказы (поставщикам, в производство). Каждый заказ в системе должен быть определен в системе как объект управления, а не как бумажный документ, как это реализовано в некоторых компьютерных программах, претендующих на роль управленческих. При этом должна быть предусмотрена возможность отслеживания заказов в разных статусах. Все открытые заказы (т.е. производственные задания, находящиеся в работе, которые должны быть выполнены к конкретной дате) учитываются при формировании ПНР в виде ожидаемых приходов. В файле содержится вся соответствующая информация объемы, даты исполнения, операции;
плановые заказы. Плановые заказы определяются ПНР на основе брутто-потребностей конкретных компонентах.
технологический маршрут описывает последовательность работ, выполняемых рабочими центрами по маршруту изготовления изделий. Маршрут должен формироваться для каждой производимой детали и содержать такие данные, как перечень операций и их последовательность, рабочие центры (основные и альтернативные), необходимый инструмент, нормативы времени (время наладки и обработки) и т.п.;
рабочие центры. Рабочий центр - это набор машин и рабочих способных выполнять идентичные функции. Карточка рабочего центра содержит все данные о его мощности, затратах времени на перемещение материалов, времени ПЗР, времени ожидания и т.п. Заметим, что общее время обработки (время опережения) представляет собой сумму времени перемещения, времени ПЗР и времени ожидания;
график работы. Еще один вид необходимой информации для планирования - график работы рабочего центра, т.е. доступное для работы время функционирования рабочего центра, выраженное в часах для заданных периодов времени (дни, недели, месяцы). Обычный григорианский календарь имеет (с точки зрения производственного планирования) ряд недостатков: количество дней в месяце не всегда одинаково, праздничные дни не регулярны в течении года. Для того чтобы устранить все эти проблемы, в системе необходим производственный календарь. Пример такого календаря представлен ниже на рисунке.
| Месяц | Неделя | Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| Июль | 27 | 2 ппппппппппп 123 | 3ппппппппппппппппппп 124 | 4 | 5ппппппппппппппппппп 125 | 6ппппппппппппппппппп 126 | 7 | 8 |
| 28 | 9ппппппппппппппппппп127 | 10ппппппппппппппппппп128 | 11ппппппппппппппппппп129 | 12ппппппппппппппппппп130 | 13ппппппппппппппппппп131 | 14 | 15 | |
| 29 | 16пппппппппппппппп ппп132 | 17ппппппппппппппппп пп133 | 18ппппппппппппппппп п134 | 19пппппппппппппппппп 135 | 20ппппппппппппппппп п136 | 21 | 22 | |
| 30 | 23пппппппппппппппппп 137 | 24ппппппппппппппппп п138 | 25ппппппппппппппппп п139 | 26ппппппппппппппппппп140 | 27пппппппппппппппп пп 141 | 28 | 29 | |
| 31 | 30ппппппппппппппппп п142 | 31ппппппппппппппппп п143 | 1пппппппппппппппппп п144 | 2пппппппппппппппппп п145 | 3пппппппппппппппппп п146 | 4 | 5 |
| 2 июля | 2 ппппппппппп 123 | Рабочий день № 123 | Не рабочий день |
Рис.12. Производственный календарь.
Составление ПНР
При составлении детального плана необходимых ресурсов прежде всего необходимо оценить доступные мощности, т.е. способность производственной системы выпускать определенное количество продукции в течении заданного периода времени. Доступная мощность зависит от таких факторов, как график работы, количество и производительность людей и оборудования, эффективность рабочего центра и некоторые другие параметры.
Доступная мощность должная определяться по крайней мере на трех уровнях:
на уровне машины или отдельного рабочего;
уровне рабочего центра;
на уровне предприятия в целом.
Следующий шаг в процедуре планирования ресурсов - определение требуемой мощности, т.е. мощности, необходимой для выполнения MRP. Именно этот план должен быть выражен в часах работы каждого рабочего центра.
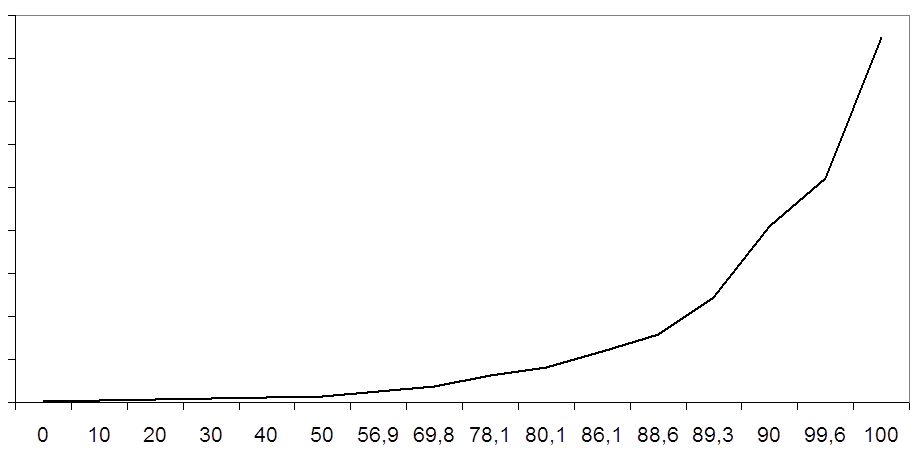
Определение требуемой мощности предусматривает два действия. Во-первых, определяется время, требуемое для каждого заказа в каждом рабочем центре. Это время равно сумме времени наладки оборудования и непосредственно времени обработки изделий, причем время обработки определяется произведением времени обработки изделий, причем время обработки определяется произведением времени обработки одного изделия на количество изделий в заказе. Во-вторых, требуемая мощность по всем заказам суммируется для получения загрузки. Компьютерная система предприятия ОАО "ТопМехСистемы" должная будет предусмотреть возможность вывода в виде отчетных либо экранных форм информации о загрузке рабочего центра, показывающей требуемую мощность, рассчитанную на основе запланированных и реально размещенных заказов, в разрезе периодов времени. Пример такого отчета и соответствующее ему графическое представление загрузки рабочего центра приведены ниже.
Таблица 10. Отчет
| Недели | 20 | 21 | 22 | 23 | 24 | Всего |
| Выполняемые задания | 51,5 | 45 | 30 | 30 | 25 | 181,5 |
| Запланированные задания | 100,5 | 120 | 100 | 90 | 100 | 510,5 |
| Требуемая мощность | 152 | 165 | 130 | 120 | 125 | 692 |
| Имеющаяся мощность | 140 | 140 | 140 | 140 | 140 | 700 |
| Перегрузка (недогрузка) | 12 | 25 | -10 | -20 | -15 | -8 |
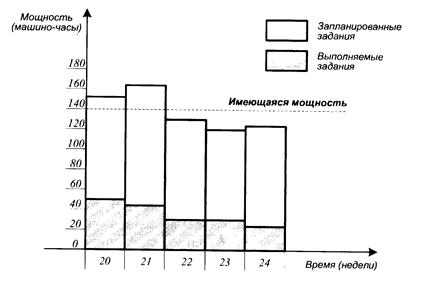
Рис.13. График загрузки рабочего центра
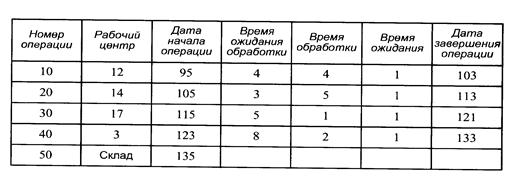
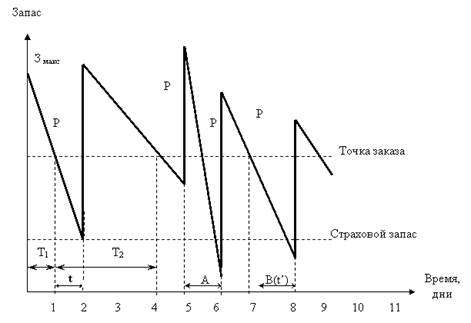
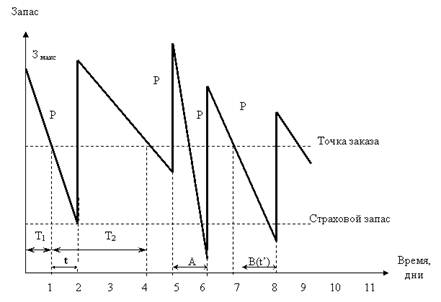
Очередной шаг процедуры - распределение производственных заданий по рабочим центрам. MRP выдаст даты начала и завершения производственных заданий. Задача распределения - определение времени начала и завершения производственных операций задания в рабочих центрах. Обычный подход при этом - обратное планирование, когда за отправную точку принимается дата изготовления конечного изделия, после чего, с учетом времени опережения, определяются стартовые даты каждой операции в каждом рабочем центре. Такое планирование может быть проиллюстрировано как в табличной, так и в графической форме.
Таблица 11. Планирование операций по рабочим центрам
Наконец, последний наг в планировании ресурсов - сопосталение требуемых мощностей с доступными, выявление возможного дисбаланса и принятие мер по обеспечению необходимого соответствия. Соответствие требуемой и доступной мощностей может быть достигнуто двумя путями - либо изменением загрузки, либо наращиванием доступной мощности.
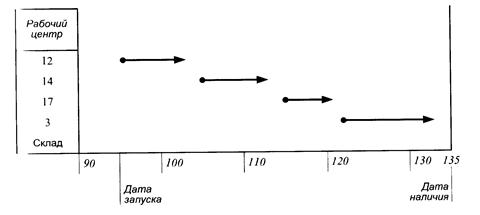
Рис.14. Планирование операций по рабочим центрам - графическое представление.
3.3 Оперативное управление производством и снабжением
Бизнес-процессы:
Снабжение производства комплектующими и материалами.
Оперативное управление производством, а именно:
а) оперативное управление и диспетчеризация;
б) формирование необходимых рабочих документов;
в) обеспечение цехов / участков материалами и комплектующими;
г) отслеживание производства.
Похожие работы
... за анализируемый период произошло снижение общего уровня материалоемкости. 3. Основные направления улучшения материально-технического обеспечения предприятия на примере ООО "Нижнекамское ПАТП" 3.1 Механизм функционирования закупочной логистики Закупочная логистика – это управление материальными потоками в процессе обеспечения предприятия материальными ресурсами [11, с.58]. В странах с ...
Совершенствование системы управления закупками на предприятии ОАО "Новосибирская макаронная фабрика"



... требуют незамедлительного разрешения. Для этого в данной работе разработаны рекомендации по совершенствованию системы управления закупками на предприятии. Глава 3. Разработка рекомендаций по совершенствованию системы управления закупками на предприятии 3.1 Формирование стратегий развития ОАО «Новосибирская макаронная фабрика» Проанализировав внешнюю и внутреннюю среду ОАО «Новосибирская ...
... ”; · KANBAN – информационное обеспечение оперативного управления материальными потоками по принципу “точно вовремя”; · OPT – оптимизированная технология производства. 1.1. Толкающая система управления материальными потоками. Толкающая система представляет собой систему организации производства, в которой предметы труда, поступающие на производственный участок, непосредственно этим участком у ...
... управление производственными запасами приобретает особую важность, вследствие чего сосредоточимся в данной работе на всестороннем изучении проблем управления производственными запасами. Таким образом, существует много причин для создания товарно-материальных запасов на предприятиях, однако общим для них является: стремление субъектов производственной деятельности к экономической безопасности. При ...
0 комментариев