Навигация
Расчет производственного заказа
14010
знаков
8
таблиц
9
изображений
1.4. Расчет производственного заказа
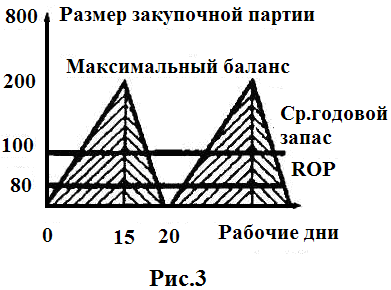
Определить параметры заказа, если запас пополняется по мере изготовления партии. Определить максимальный уровень запаса и интенсивность его пополнения.
 штук.
штук.
![]() заказов в год.
заказов в год.
![]() дней между заказами,
дней между заказами,
![]() штуки в день производится.
штуки в день производится.
На производство всей партии потребуется
Т1 = Q*/р = 800/53 = 15 дней.
Если бы запас одновременно с пополнением не потреблялся бы, то максимальный запас был бы 800 штук, а так:

1.5. Определение размера заказа с резервным запасом
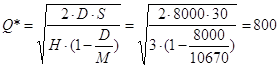
Будем считать, что запас расходуется неравномерно, а время между подачей заказа и поступлением очередной партии колеблется, поэтому на случай сбоя в поставках создается резервный запас.
Необходимо рассчитать параметры заказа, если часть закупочной партии расходуется на создание резервного запаса, и определить при этом оптимальный размер резервного запаса.
Превышение резервного запаса = 478-143-335 штук.
N = D/Q* = 8000/478 = 17 заказов.
T = Ф/N = 200/17 = 12 дней.
|
|

1.6. Расчет заказа с дисконтом
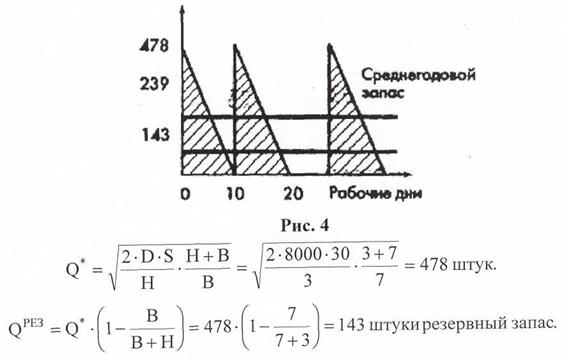
Произвести расчет параметров заказа: оптимальный размер закупочной партии и общие затраты, если поставщики установили дисконтные скидки для оптовых покупателей: партия 400 штук по 10 руб./шт.; 600 штук — 9,5 руб./шт.; 2000 штук — 9,3 руб./шт.. Затраты на хранение 30% от цены.
Какое заказываемое количество минимизирует общие затраты?
Корректируем в сторону увеличения Q*, которые ниже допустимого дисконтного диапазона и рассчитываем общие затраты.

С600= 600/2•0,3•9,5 + 8000/600•30 + 9,5•8000 = 77255 руб. С2000= 2000/2•0,3•9,3 + 8000/2000•30 + 9,3•8000 = 77310 руб.
Задание 2. Составление календарных графиков
2.1. Постановка задачи
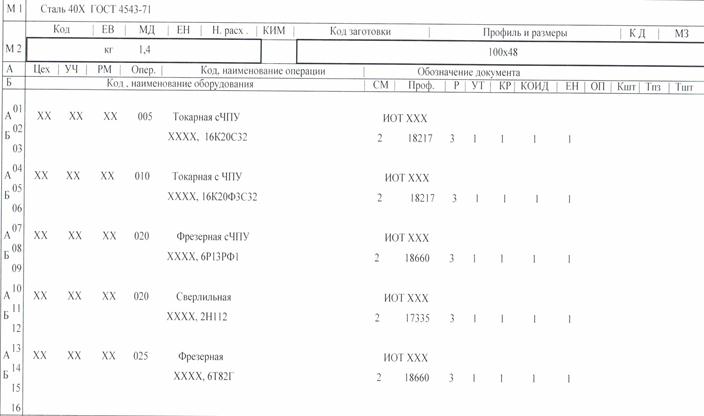
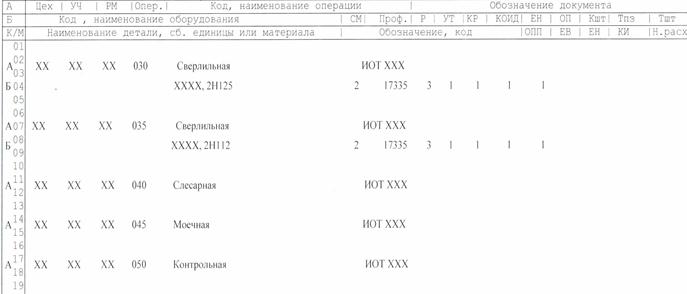
Цеху установлена месячная программа термообработки шестерен Nв - 500 штук. Цех работает в три смены при непрерывной рабочей неделе (ДP = 30 дней, ТCM = 8 часов, КСM = 3). Потери времени на ремонт оборудования РР = 5%. Межоперационное время tМО = 1 час. Процент выполнения норм Рв=120%. Техпроцесс включает три операции (КОП = 3). Трудоемкость по операциям: t1 = 3, t2 = 2, t3 = 1 мин./шт. Количество единиц оборудования на каждой операции равно одному. Размер партии 100 штук. Размер садки на каждой операции 50 штук (kс = 2).
Построить календарный график загрузки оборудования.
2.2. Метод решения
Оперативно-календарное планирование основывается на нормативах, которые согласовывают календарные планы и работу цехов, участков и рабочих мест.
Такие нормативы называются календарно-плановыми. К ним относятся размеры и ритмы партий деталей, узлов, изделий; длительность производственного цикла обработки партий; опережение запуска-выпуска деталей; заделы и нормативы незавершенного производства.
Серийное производство характеризуется строгой повторяемостью обработки партий деталей, соблюдением ритма работы:
К = n•r.
Взаимосвязь размера партии п и ритма партии К:
п = R/r = R•Nв/ФЭ = R•NДН и R = n/Nдн,
где NДН — среднедневной выпуск; г — ритм одной детали; Nв — программа выпуска; ФЭ — эффективный фонд времени. Поэтому, определив размер партии, можно рассчитать ритм партии и наоборот.
Размер партии — количество деталей одного наименования, непрерывно обрабатываемых ена одном (каждом) рабочем месте без переналадки.
Чем больше размер партии, тем выше производительность, меньше время переналадки оборудования, но тем больше затраты на хранение. Размер партии будет оптимальным, если суммарные затраты будут минимальны.
После установления размеров партий рассчитывают длительность производственных циклов:
|
|

где 5 — коэффициент параллельности (одновременности) обработки партии на операциях (0,3 — параллельная обработка; 0,6 — параллельно-последовательная; 0,9 — последовательная). КСM — коэффициент сменности; ТCM — продолжительность смены; qij — количество рабочих мест-дублеров; Коп, i — число операций обработки деталей i-го наименования; tШК,ij — норма штучно-калькуляционного времени; РВ,ij — процент выполнения норм по ij-й детале-операпии; tМO — время межоперационного пролеживания деталей на рабочем месте в ожидании обработки; tе,i — время естественных процессов.
Под опережением запуска О3i понимают время (в днях) от момента запуска партии деталей в обработку в данном цехе до момента выпуска со сборки всех изделий, для которых были запущены эти детали.
Опережение выпуска меньше опережения запуска на величину
длительности цикла обработки партии в данном цехе: . ,
Нормативы п, ТЦ, ОЗ(В) регламентируют ход производственного процесса и используются в построении планов-графиков запуска-выпуска партий. Дата выпуска партий планируется через ритм:
Dвik = Dвi1-(k-1)•Rвi. где k — число партий, планируемых к выпуску за период.
Похожие работы
... 3 3 4 6 6 9 9 5 4 2 8 1 4 1172,8 613,5 1327,1 457,9 765,4 915,6 5252,3 3 3 4. Построение календарного графика работы серийного участка производства (стандарт-плана). Закрепление детале-операций за станками № Наименование оборудования Модель № деталей (час) 3 4 6 9 № операции -(час) 1 Токарно-винторезный 1А616 4-39 5-8 - ...

... питьевой воды на станциях водоподготовки и обеззараживания сточных и оборотных вод. Производительность свыше 100 кг. активного хлора в сутки более 100 тыс. кубометров воды в сутки. 3. Расчет экономической эффективности очистки технической воды: 3.1 Определение затрат труда 3.1.1. Определим оплату труда обслуживающего персонала в год Сп = Тм*aз*nм, где Тм – 167 часов –норма времент в ...
... по более низким ценам должна быть как можно ниже. 3. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРИБЫЛИ И РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА Целью планирования прибыли является обеспечение ее роста и повышения рентабельности на основе увеличения оборота и улучшения его структуры, наиболее эффективного использования материальных, трудовых и финансовых результатов при обязательном сокращении потерь рабочего времени. ...
... и экономически оценить каждую новую техническую идею. При анализе целесообразности данную разработку следует рассматривать как коммерческий продукт, так как потребность в системе оптимизации экономических показателей машиностроительного цеха очень высокая, а реальных продуктов в этой сфере нет. Соответственно продукт может быть реализован с целью получения прибыли, где ценность системы ...
0 комментариев