Навигация
2.3. Решение задачи
Ритм детали:
|
|
Ритм детали:
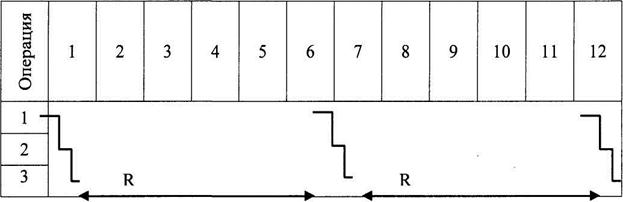
R =
r•n =1,368•100= 136,8 час/партия или 136,8/24 = 5,7 дней/партия.
График загрузки оборудования
Таблица 2
Количество партий, подлежащих запуску и выпуску за месяц:

ЗАДАЧИ ВЫБОРА ОЧЕРЕДНОСТИ ЗАПУСКА ПАРТИЙ В ОБРАБОТКУ
Партии предметов различных наименований обрабатываются на рабочих местах в различной последовательности. От принятой последовательности зависят время простоев оборудования и рабочих, длительность производственного цикла обработки партии предметов данного и всех наименований, размера незавершенного производства и другие технико-экономические показатели.
При выборе очередности запуска партий в обработку могут использоваться: элементарные приоритеты (первым в обработку если раньше срок готовности или больше цена; в конец очереди если больше запас времени и т.п.) и экономические оценки (суммарное время окончания обработки всех партий, затраты на хранение запасов, штраф за нарушение сроков).
В общем виде задача расписания формулируется следующим образом. Имеется m станков и п деталей. Маршрут движения партий деталей по рабочим местам одинаков, перемещение их по ооперациям последовательное. Известно время обработки j-й детали на i-м станке (tij) и время переналадки фij при переходе с i-й детали на j-ую. Требуется установить оптимальную очередность работ так, чтобы суммарное время выполнения работ было минимальным.
Задание 3. Расчет запуска партии на одном станке
3.1. Постановка задачи
Установить порядок запуска партий в обработку на одном рабочем месте, так чтобы минимизировать суммарное время пролеживания деталей, если длительность обработки партий деталей: А — 10 мин., Б — 7 мин., В — 9 мин., Г — 8 мин. Построить график загрузки рабочего места. Как изменится порядок запуска, если затраты на хранение партии деталей, соответственно, равны: 2, 1, 3, 2 руб./мин.
3.2. Решение задачи
Условие минимизации суммарного времени пролеживания можно записать в виде:
где фi и tj — время пролеживания и время обработки 1-й партии.
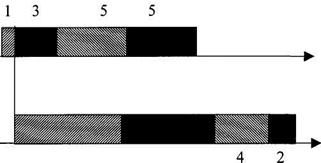
Решение задачи при графике обработки деталей по возрастанию их времени обработки: ф1 = 0; ф2 = 7; ф3 = 7 + 8 = 15; ф4 = 7 + 8 + 9 = 24; суммарное время пролеживания = 34 мин. График загрузки рабочего места:

Постановку задачи при минимизации суммарных затрат на хранение можно записать в виде:
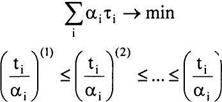
где бi — затраты на хранение i-й партии.
Оптимальное решение задачи при очередности деталей по возрастанию показателя т/а: 9/3 = 3; 8/2 = 4; 10/2 = 5; 7/1=7. б1ф1 = 3•0 = 0; б2ф2 = 2•9 = 18; б3ф3 = 2•(9 + 8) = 34; б4ф4 = 1•(9 + 8 + 10) = 27. Суммарные затраты на хранение 79 руб. График загрузки рабочего места на рис. 6.
Задание 4. Расчет запуска партии на двух станках
4.1. Постановка задачи
Установить порядок запуска партий в обработку на участке из двух рабочих мест, так чтобы минимизировать общее время занятости участка. Длительность обработки партий деталей: А — Зи7;Б — 5и2;В — 1 и8;Г — 5 и 4 мин.
4.2. Решение задачи
Для выбора очередности обработки партий на двух рабочих местах используется алгоритм Джонсона. В матрице времен обработки отыскивается минимальный элемент. Если меньшее tij (i-я деталь на первом рабочем месте), то 1-ю партию записывают в график на первое место; меньшее ti2 (i-я деталь на втором рабочем месте), то i-ю партию записывают в график на последнее место. Строка i из дальнейшего рассмотрения исключается. С оставшимся набором деталей процедура повторяется до тех пор, пока не будет сформирован весь график.
8 7
Рис.7
Если встречаются равные элементы одной строки или элементы одного столбца, то порядок их рассмотрения произволен (получается несколько оптимальных последовательностей).
Оптимальный порядок запуска: В - А - Г - Б; ТСЦ = 22 мин.
Задание 5. Расчет запуска партий на трех станках
5.1. Постановка задачи
Установить порядок запуска партий в обработку на трех рабочих местах, так чтобы минимизировать суммарное время обработки партий деталей. Длительность обработки партий деталей (мин) задана в таблице 3.
| Таблица 3 | |||||||
| 1 рм | 2 рм | 3 рм | Т1 | Т2 | ТЗ | Т4 | |
| А | 3 | 2 | 5 | 2 + 5 = 7 | 3 + 2 = 5 | 7-5 = 2 | 2 |
| Б | 1 | 4 | 2 | 6 | 5 | 1 | 1 |
| В | 1 | 3 | 5 | 8 | 4 | 4 | 4 |
| Г | 2 | 3 | 4 | 7 | 5 | 2 | 2 |
| В-А-Г-Б В-Г-А-Б | В-А-Г-Б А-Б-Г-В | В-А-Г-Б | В-А-Г-Б | ||||
5.2. Решение задачи
Для выбора очередности обработки партий на трех и более рабочих местах используется алгоритм Петрова-Соколицина.
Все множество вариантов запуска партий сводится к четырем последовательностям запуска, получаемых:
|
|

Рис.8
Из четырех предварительных вариантов выбирается оптимальный, соответствующий минимальному общему времени.
Суммарную длительность обработки всех партий можно найти из аналитической модели, известной как цепной или матричный метод расчета суммарного времени обработки. Строки исходной матрицы расставляются в порядке запуска партий в обработку, затем строится матрица оценок (той же размерности, что и исходная) по правилам:
ф11 = фt11
ф1j = ф + t1j; j = 2Краб.мест (первая строка со второго элемента)
фi1 = фi-11 + ti1; i = 2Кпартий (первый столбец со второго элемента)
фij = mах{фi-1j; tij-1} (все остальные элементы).
Тсц (суммарное время обработки) - это последний элемент полученной матрицы.
| Таблица 4 | |||||||
| 1 рм | 2 рм | 3 рм | |||||
| в | 1 | 3 | 5 | 1 | 1+3 = 4 | 4 + 5 = 11 | |
| А | 3 | 2 | 5 | 1+3=4 | 4 + 2 = 6 | 9 + 5 = 14 | |
| Г | 2 | 3 | 4 | 4 + 2 = 6 | 6 + 3 = 9 | 14 + 4=18 | |
| Б | 1 | 4 | 2 | 6+1 = 7 | 9 + 4=13 | 18 + 2 = 20 | |
Министерство общего и профессионального образования Российской Федерации
Южно-Уральский государственный университет Кафедра автоматики и управления
КУРСОВАЯ РАБОТА
по дисциплине
ИССЛЕДОВАНИЕ ОПЕРАЦИЙ И ПРИНЯТИЕ РЕШЕНИЙ
Модели оптимизации машиностроительного производства
Выполнил
Проверил
____________________________________ Казаринов Л.С
Челябинск 2001
Похожие работы
... 3 3 4 6 6 9 9 5 4 2 8 1 4 1172,8 613,5 1327,1 457,9 765,4 915,6 5252,3 3 3 4. Построение календарного графика работы серийного участка производства (стандарт-плана). Закрепление детале-операций за станками № Наименование оборудования Модель № деталей (час) 3 4 6 9 № операции -(час) 1 Токарно-винторезный 1А616 4-39 5-8 - ...

... питьевой воды на станциях водоподготовки и обеззараживания сточных и оборотных вод. Производительность свыше 100 кг. активного хлора в сутки более 100 тыс. кубометров воды в сутки. 3. Расчет экономической эффективности очистки технической воды: 3.1 Определение затрат труда 3.1.1. Определим оплату труда обслуживающего персонала в год Сп = Тм*aз*nм, где Тм – 167 часов –норма времент в ...
... по более низким ценам должна быть как можно ниже. 3. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРИБЫЛИ И РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА Целью планирования прибыли является обеспечение ее роста и повышения рентабельности на основе увеличения оборота и улучшения его структуры, наиболее эффективного использования материальных, трудовых и финансовых результатов при обязательном сокращении потерь рабочего времени. ...
... и экономически оценить каждую новую техническую идею. При анализе целесообразности данную разработку следует рассматривать как коммерческий продукт, так как потребность в системе оптимизации экономических показателей машиностроительного цеха очень высокая, а реальных продуктов в этой сфере нет. Соответственно продукт может быть реализован с целью получения прибыли, где ценность системы ...
0 комментариев