Навигация
Приклад розрахунку норми часу
26149
знаков
2
таблицы
2
изображения
3. Приклад розрахунку норми часу
3.1. Приклад 1.
Вихідні дані
Верстат - радіально-свердлильний мод. 2А53, N= 2,8 кВт.
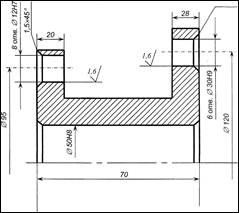
Деталь - ролик.
Матеріал - сталь 38Х2МЮА, НВ=2.68 ГПа.
Чистова маса - 5,8 кг.
Операція - свердлильна, оброблення 8 отв. Ø12Н7, 6 отв. Ø 30Н9.
Спосіб установлення деталі - в самоцентруючому патроні з кріпленням кулачками.
Різальний інструмент зі сталі Р6М5: свердла Ø 11,5 мм, Ø 28 мм, зенкер Ø 29,5 мм, розвертки Ø 11,8 мм, Ø 12Н7 мм, Ø 30Н9, зенківки Ø 12 мм, Ø ЗО мм.
Кількість деталей у партії - 2 шт.
Розрахунок норми часу
Підготовчо-заключний час. У разі встановлення деталі в пристрої без заміни встановлювальних пристроїв та восьми інструментів, які беруть участь у роботі, і середньої складності підготовки до роботи:
tnз =16 хв.
Час на встановлення та знімання деталі. У разі встановлення деталі в самоцентруючому патроні з кріпленням кулачками без вивіряння:
Tд.у. = 0,84 хв.
Час на переустановлення деталі :
Tд.пер. = 0,84 хв.
Визначення комплексної норми часу на оброблення 8 отв. Ø 12Н7, l = 20 мм .
Згідно з табл. 2 у разі оброблення отвору Ø 12Н7 рекомендовано такі переходи: свердління, розгортання двома розверстками (чорновою і чистовою). Комплексна норма часу на один отвір становить:
Тк = 2,31 хв.
Поправочні коефіцієнти на комплексну норму часу для змінених умов роботи:
K1 = 1,07 (група сталі IV)
К2 = 1,1 (твердість НВ = 2,68 ГПа)
Тк = 2,31 • 1,07- 1,1= 2,72 хв.
Відповідно на кожен наступний отвір норму часу зменшувати на 0,28 хв., тоді для 8 отворів вона становить:
Тк1= 2,72 + (2,72 - 0,28) • 7 = 19,8 хв.
Визначення комплексної норми часу на оброблення 6 отв. Ø 30Н9, l = 28 мм.
Згідно табл. 2 у разі оброблення отвору Ø 30Н9 рекомендовано такі переходи: свердління, зенкерування, розгортання.
Комплексна норма часу на один отвір становить:
Тк = 2,81 хв.
Поправочні коефіцієнти на комплексну норму часу для змінених умов роботи:
К1 = 1,07 (група сталі IV)
К2 =1,1 (твердість НВ = 2,68 ГПа)
Тк = 2,81 • 1,07- 1,1= 3,31хв.
На кожен наступний отвір норму часу зменшувати на 0,54 хв., тоді для 6 отворів вона становить:
ТК2 = 3,31 +(3,31 - 0,54) • 5 = 17,16 хв.
Норма штучного часу становить:
Тш = (tд.у. + tд.перер. + Tк 1 + Тк 2) • КТш = (0,84 + 0,84 + 19,8 + 17,16) • 1,1 = 42,5 хв.
Коефіцієнт КТш=1,1.
Норма часу становить:
Нч=Тш +tп.з =42,5 + 16 = 50,5 хв.
3.2 Приклад 2
Вихідні дані:
Верстат токарно-гвинторізний, модель 1К62, NД =10кВт.
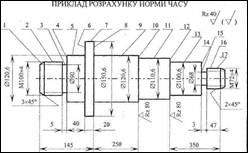
Деталь - шпиндель.
Матеріал, що обробляється – сталь 45, δв=0,74 ГПа.
Маса деталі - 85 кг, маса заготовки - 160 кг.
Операція - обробка за кресленням з припуском на шліфування за зовнішнім діаметром, нарізування різьби з двох боків.
Заготовка - поковка.
Припуск на обробку - 6 мм.
Спосіб установлення деталі - в центрах з надіванням хомутика.
Різальний інструмент - різець прохідний для чорнової обробки з пластинкою Т5К10, різець прохідний для чистової обробки з пластинкою Т15К6, різець підрізний з пластинкою Т15К6, різець прорізний з пластинкою Т5К10, різець галтельний з пластинкою Т15К6, різець різьбовий зі сталі Р6М5.
Кількість деталей у партії - 5 шт.
Розрахунок норми часу
Підготовчо-заключний час. За технологічним процесом робота виконується в чотири технологічні установки. У процесі роботи при переході до виконання кожної наступної установки проводиться часткове переналагодження верстата, що викликає зміну інструменту та зміну режиму роботи.
Підготовчо-заключний час для налагодження середньої складності приймається рівним 17 хв.
Визначення часу на встановлення та знімання деталі. При установленні та зніманні заготовки масою 160 кг в центрах з надіванням хомутика час на встановлення та знімання заготовки рівний 7,5 хв.. При переустановленні заготовки приймається коефіцієнт К=0,7.
Визначення неповного штучного часу на обробку поверхні. Неповний штучний час на обробку поверхонь 5, 2, 6, 4 установлюється згідно з технологічним процесом та становить 6,18 хв,
¨ Неповний штучний час на обробку поверхонь 16, 13, 11, 9, 7, 14, 8 становить 14,17 хв.
¨ Неповний штучний час на обробку поверхонь 2, 5, 4, 6, З, 1 становить 27 хв.
¨ Неповний штучний час на обробку поверхонь 16, 13, 11, 9, 7, 8, 17, 14, 15, 10, 12 становить 30, 36 хв.
Таким чином неповний штучний час на обробку вала становить:
tн.ш = б, 18 + 14,17 + 27,0 + 30,36 = 77,71 хв.
tд.у. 1= 75 хв.
tд.у2 = 7,5' 0,7= 5,25
t д.у. 3 —7,5' 0,7= 5,25
tд.у.4 =7,5 ' 0,7= 5,25
23,25 хв.
Висновок
Як висновок хотілося б відмітити, що недоліки, притаманні нормуванню праці, в де більшому обумовлені не досконалістю господарського механізму, надлишковою зарегламентацією прав підприємств. Втілення ринкових відношень й підвищення самостійності підприємств дало можливість застосовувати їм тільки ті види нормативів, які дійсно сприяють росту та розвитку виробництва.
Норми, які об’єктивно відображають й закріплюють організаційні та технічні умови виробництва, й в подальшому будуть використовуватися в плануванні, ціноутворенні, організації виробництва та управління. Проте з переходом до ринкових відношень робота по організації та нормуванні праці в господарстві корінним образом змінюються.
Надаючи підприємствам повну самостійність в питаннях організації й нормування праці, держава, в свою чергу, повинна створювати сприятливі умови для її проведення шляхом правового, науково–методологічного та нормативного забезпечення, підготовкою кадрів.
Список літератури
1. Бычин В.Б. Нормирование труда в условиях перехода к рыночной экономики. - М.: РЭА имени Г.В.Плеханова, 1995г.
2. Организация и нормирование труда на предприятии : Учебное пособие / Пашуто В.П. – 2-е изд., испр. и доп.- Мн.: Новое знание, 2002г.
3. Міжгалузеві укрупнені норми часу на роботи, що виконуються на свердлильних верстатах ( одиничне та малосерійне виробництво) / Єременком В.О.- Краматорськ: 2004 р.
4. Міжгалузеві укрупнені норми часу на роботи, що виконуються на токарно –гвинторізних верстатах ( одиничне та малосерійне виробництво) / Єременком В.О.- Краматорськ: 2005 р.
Похожие работы
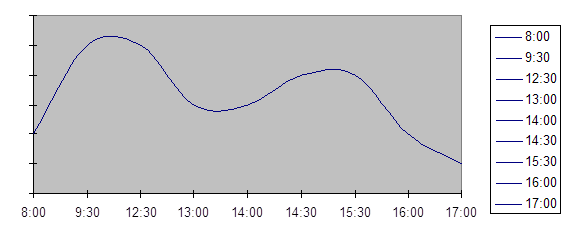
... – планові неявки на роботу, днів. За даними балансу робочого часу одного працівника розраховується показник «плановий % невиходів на роботу» Z=(Н пл / Ф к) х 100. Також треба враховувати, що для працівників торгової групи підприємств ресторанного господарства потрібно складати графік, який би враховував наступне: ð у четвер кількість відвідувачів більша, ніж у інші буденні дні. &# ...

... ів у факторному аналізу ефективності формування та використання фонду оплати праці. Спільним є виявлення відносних та абсолютних відхилень фактичного фонду оплати праці від запланованого, його динаміка та структура тощо. Розділ 3. Планування і контроль фонду оплати праці на підприємстві 3.1 Оптимізація видів, форм і систем оплати праці працівників підприємства Згідно положення «Про ...
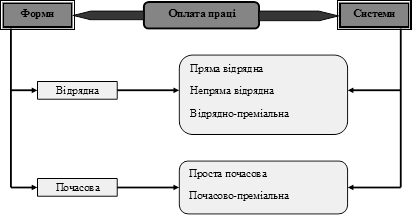
... більше сприяє дотриманню цих вимог. Почасова оплата праці керівників, спеціалістів і службовців здійснюється, як правило, за місячними посадовими окладами (ставками). Кожна з названих форм заробітної плати охоплює кілька систем оплати праці для різних організаційно-технологічних умов виробництва. Можливі та реально застосовувані системи оплати праці робітників виробничих підприємств (підрозділів ...

... непрацездатності тощо), здійснюється за даними довідок-розрахунків та інших додаткових документів (наказів директора підприємства, лікарняних листків тощо). [2]. 3. Статистичне використання робочої сили і робочого часу в Україні 3.1 Робоча сила Загальна чисельність економічно активного населення залишається практично незмінною від початку виходу з кризи і становить 22,6 млн. осіб. Однак ...
0 комментариев