Эвристические методы прогнозирования предусматривают разработку прогнозов с использованием логических приемов, правил и методов исследований
Расчет длительности операционного времени технологического цикла
Расчет производственной программы участка
Определение потребности в основных материалах и полуфабрикатах на производственную программу
Материально-техническое снабжение. Запасы материалов и их регулирование
Организация складского хозяйства
Навигация
Расчет длительности операционного времени технологического цикла
Организация производства
29478
знаков
6
таблиц
0
изображений
2. Расчет длительности операционного времени технологического цикла.
Данный раздел посвящен определению длительности технологического цикла обработки партии деталей в производственном процессе при различных способах движения деталей.
Производственный цикл – это календарный период времени пребывания предметов труда (сырья, материалов, полуфабрикатов) в производственном процессе с момента их запуска до полного изготовления готовой продукции. Он включает рабочий период (т.е. время собственно производства) и продолжительность перерывов в производственном процессе, обусловленных межоперационными и межпартионными ожиданиями, а также перерывами на обед, межсменными и на выходные и праздничные дни.
Производственный цикл изготовления продукции на машиностроительном предприятии определяется на основании суммирования длительностей его составляющих: времени технологических операций, естественных процессов, транспортных, контрольных операций, межоперационного пролеживания деталей в ожидании обработки и межсменного пролеживания деталей и узлов.
Основной составляющей производственного цикла является продолжительность технологических операций, которая составляет технологический цикл. Технологический цикл обработки партии предметов на одной операции составляет
T![]() =
=![]() ,
,
где Т![]() - технологический цикл обработки партии на одной і - той операции, единица времени (мин);
- технологический цикл обработки партии на одной і - той операции, единица времени (мин);
n – количество предметов в партии;
t![]()
![]() - продолжительность обработки одного предмета (штучная норма времени) на i-той операции, мин;
- продолжительность обработки одного предмета (штучная норма времени) на i-той операции, мин;
С![]() - количество рабочих мест, обеспечивающих выполнение i-той операции (количество станков, на которых одновременно выполняется эта операция).
- количество рабочих мест, обеспечивающих выполнение i-той операции (количество станков, на которых одновременно выполняется эта операция).
Т![]() , Т
, Т![]() , Т
, Т![]() , Т
, Т![]() , Т
, Т![]() .
.
Технологический цикл обработки партии предметов на нескольких операциях зависит также от того, как организовано объединение выполняемых поочередно операций в единый цикл обработки. Существует три способа объединения операций технологического процесса (три способа движения предметов и их передачи с операции на операцию): последовательный, параллельный и параллельно-последовательный.
Последовательное движение. При последовательном движении следующая операция начинается только после окончания времени обработки всех предметов партии на предыдущей операции. Партия предметов передается с операции на операцию полностью.
Продолжительность технологического цикла при таком объединении операций рассчитывается по формуле:
Т![]() = n
= n![]()
![]() ,
,
где n –количество деталей в партии;
m –количество операций;
t![]() - продолжительность обработки на одной i-той операции, (штучное время), мин;
- продолжительность обработки на одной i-той операции, (штучное время), мин;
С![]() - количество рабочих мест, обеспечивающих выполнение i-той операции.
- количество рабочих мест, обеспечивающих выполнение i-той операции.
Т![]() =12(2+4+3+8+3) =240 мин.
=12(2+4+3+8+3) =240 мин.
Параллельное движение. Параллельная организация обработки партии деталей на нескольких операциях характеризуется тем, что каждый предмет труда после окончания предыдущей операции сразу передается на следующую операцию и обрабатывается. Поэтому предметы одной партии изготавливаются параллельно на всех операциях. Малогабаритные трудоемкие предметы (детали) могут передаваться не поштучно, а транспортными (передаточными) партиями (р).
Параллельное выполнение операций существенно сокращает технологический цикл по сравнению с последовательным.
При таком типе движения предметов труда по операциям должно соблюдаться условие непрерывности обработки всех деталей на той операции, которая имеет наибольшую продолжительность:
Т![]() =(n-p)
=(n-p) ![]()
![]() + p
+ p![]() ,
,
где р – число деталей в транспортний (передаточной) парити, шт;
![]()
![]() – самая продолжительнаяо перация цикла.
– самая продолжительнаяо перация цикла.
Т![]() =(12-4) 8+4(2+4+3+8+3) =144 мин.
=(12-4) 8+4(2+4+3+8+3) =144 мин.
Параллельно-последовательное движение. Параллельно-последовательное объединение операций в технологический цикл (или смешанное) отличается тем, что обработка предметов труда на следующей операции начинается до окончания обработки всей партии из n деталей на предыдущей, но при условии, чтобы партия обрабатывалась на каждой операции непрерывно.
Продолжительность производственного процесса при параллельно-последовательном движении рассчитывается по формуле:
Т![]() = n
= n ![]() - (n-p)
- (n-p)  ,
,
где р - размер передаточной партии (количество деталей) шт;
p=n/k,
где k – количество передаточных партий;
![]()
![]() - минимальная по продолжительности операция из каждой пары сравниваемых соседних операций, мин.
- минимальная по продолжительности операция из каждой пары сравниваемых соседних операций, мин.
р=12/3=4 шт.
Т![]() =12(2+4+3+8+3) - (12-4) (2+3+3+3) =152 мин.
=12(2+4+3+8+3) - (12-4) (2+3+3+3) =152 мин.
Похожие работы

... числу персонала – 84 человека, отражено на диаграмме 2.2.1. Диаграмма 2.2.1. Организационная структура и требования к персоналу представлены в Приложении 2. 2.3. Производственный план цеха по формованию внутренних стеновых панелей Начало производства внутренних стеновых панелей намечено на июль 2002 года. План производства на первый год работы формовочного цеха согласован с предварительным ...
... ткани арт. 7205, то и Ме мотального перехода, перематывающего уток, больше для ткани арт. 7205. II. Для объяснения влияния ассортимента на показатель мощности приготовительных отделов ткацкого производства составим таблицу 3.12., в которой индекс мощности раскрывается через индексы основных параметров технологического процесса и заправочные параметры. Индексы мощности отделов, перерабатывающих ...
... уборки зависит в основном от наличия техники и погодных условий. Лучшие результаты дает сочетание обоих способов. Оптимальный срок длительности уборки 10-12 дней. Основные показатели производства зерна. СХПК «Красный доброволец» находится в Петровском районе Тамбовской области в непосредственной близости от райцентра. ИНН 6813000079 СХПК «Красный доброволец» хозяйство среднего размера, ...

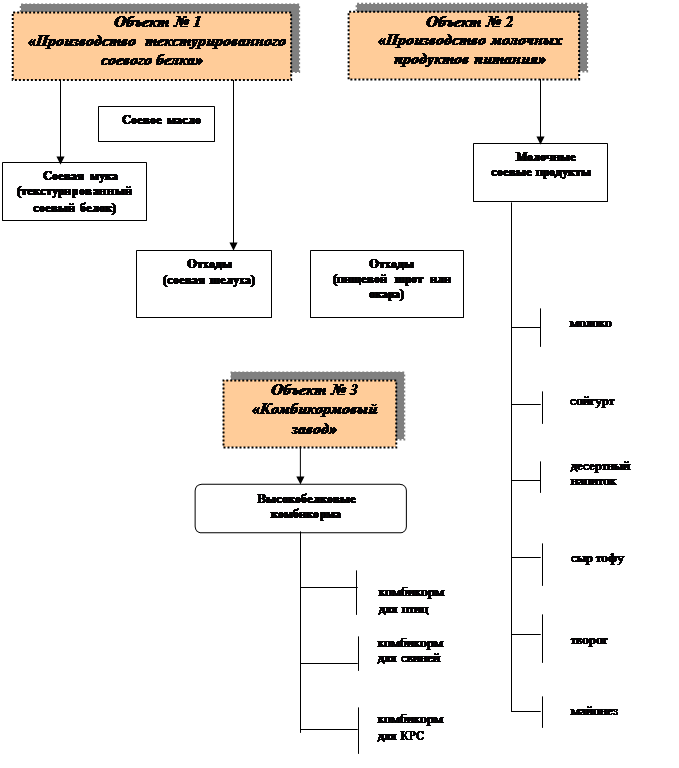
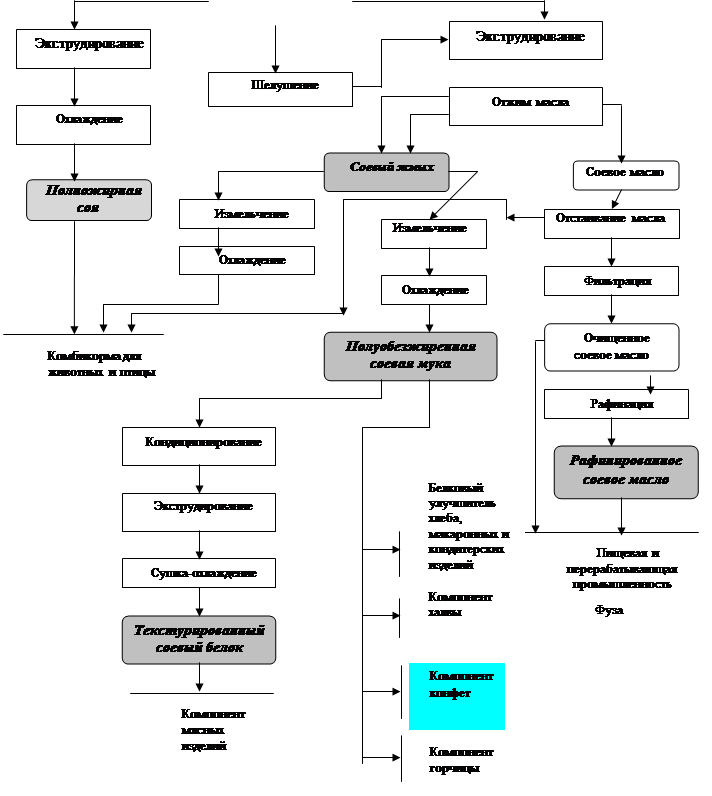
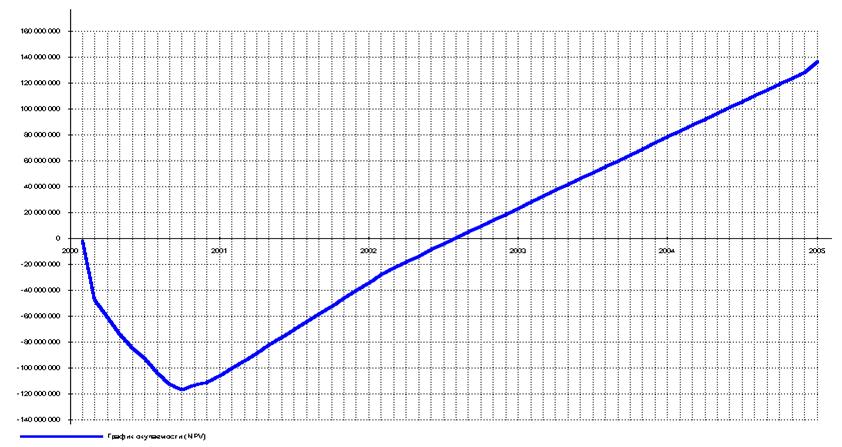
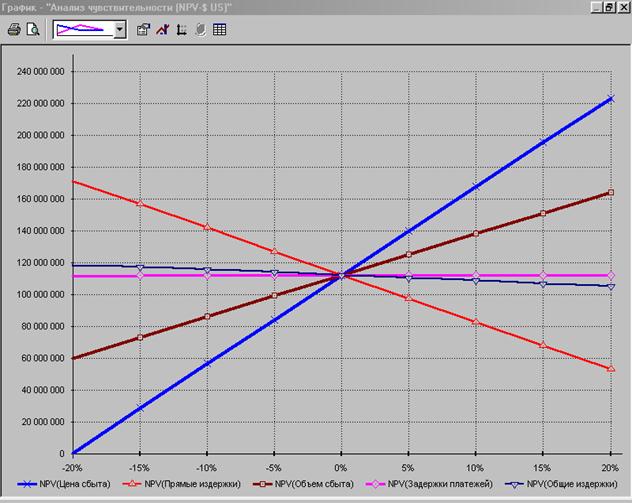
... и текстураты соевых белков являются наиболее распространенными производным сои с широко применяются в пищевой промышленности и производстве специализированных питательных смесей. Финансовая модель Оценка эффективности инвестиций в проект, являющийся предметом настоящего бизнес-плана, а также способности заемщика обслужить инвестиционный кредит, осуществлена с помощью финансовой модели. Периодом ...
0 комментариев