ПЛАНИРОВАНИЕ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ
РАСЧЕТ ПОТРЕБНОСТИ В ОБОРУДОВАНИИ И ЕГО ЗАГРУЗКА
РАСЧЕТ ЗАТРАТ НА СЫРЬЕ И МАТЕРИАЛЫ, ПОКУПНЫЕ КОМПЛЕКТУЮЩИЕ ИЗДЕЛИЯ И ПОЛУФАБРИКАТЫ, ТОПЛИВО И ЭНЕРГИЮ НА ТЕХНОЛОГИЧЕСКИЕ ЦЕЛИ
Расчет баланса рабочего времени
Расчет численности работающих
Расчет численности вспомогательных рабочих
Расчет численности служащих
Планирование фонда заработной платы основных рабочих
Планирование фонда заработной платы вспомогательных рабочих
Расчет средней заработной платы
РАСЧЕТ ОСНОВНЫХ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ РАБОТЫ ЦЕХА
Навигация
РАСЧЕТ ПОТРЕБНОСТИ В ОБОРУДОВАНИИ И ЕГО ЗАГРУЗКА
Планирование деятельности механообрабатывающего цеха на I квартал 2008 года
71676
знаков
30
таблиц
0
изображений
4. РАСЧЕТ ПОТРЕБНОСТИ В ОБОРУДОВАНИИ И ЕГО ЗАГРУЗКА
Расчет потребности в оборудовании целесообразно выполнить в форме нижеследующей таблицы:
Таблица 5
Расчет загрузки оборудования по механообрабатывающему цеху на
I квартал 2008 года
| Наименование показателей | Ед. изм. | Выпуск прод. по плану | Виды оборудования | |||||||||||||||||||||||
| Токарное, н/часы | Слесарное, н/часы | Фрезерное,н/часы | Плоско -шлифовальное, н/часы | |||||||||||||||||||||||
| Т-365 | 1Р316П | 16Д20П | 8Б66 | 7833 | Верстак | 6Н104 | 57028 | 3Д180 | 3Е711В | 3863 | ||||||||||||||||
| на ед. прод. | на прог-му | на ед. прод. | на прог-му | на ед. прод. | на прог-му | на ед. прод. | на прог-му | на ед. прод. | на прог-му | на ед. прод. | на прог-му | на ед. прод. | на прог-му | на ед. прод | на прог-му | на ед прод. | на прог-му | на ед прод. | на прог-му | на ед. прод. | На прог-му | |||||
| 1 | Изделия: 1. Шестерня | шт. | 90000 | 0,247 | 22200 | 0,139 | 12480 | - | - | 0,021 | 1875 | 0,035 | 3150 | - | - | 0,204 | 18375 | 0,06 | 5400 | 0,102 | 9150 | - | - | 0,052 | 4650 | |
| 2. Втулка специальная | шт. | 110000 | - | - | - | - | 0,069 | 7608,3 | - | - | - | - | 0,01 | 1118,3 | - | - | - | - | - | - | 0,019 | 2108,3 | - | - | ||
| 2 | Итого – нормо-часов на весь объем продукции | Норм- час | 0,247 | 22200 | 0,139 | 12480 | 0,069 | 7608,3 | 0,021 | 1875 | 0,035 | 3150 | 0,01 | 1118,3 | 0,204 | 18375 | 0,06 | 5400 | 0,102 | 9150 | 0,019 | 2108,3 | 0,052 | 4650 | ||
| 3 | Планируемый процент выполнения норм | % | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | 110 | |||||||||||||
| Таблица 5 (окончание) | ||||||||||||||||||||||||||
| 4 | Время, необх. для вып. прог-мы с учёт. вып-ия норм в планируемом периоде | станко-часы | 20181,82 | 11345,45 | 6916,67 | 1704,55 | 2863,64 | 1016,67 | 16704,55 | 40909,09 | 8318,18 | 1916,67 | 4227,27 | |||||||||||||
| 5 | Эфф-ый фонд времени работы ед. оборудования | станко-часы | 952,32 | 952,32 | 952,32 | 952,32 | 952,32 | 952,32 | 952,32 | 952,32 | 952,32 | 952,32 | 952,32 | |||||||||||||
| 6 | Расчётное кол-во ед. оборудования | шт. | 21,19 | 11,91 | 7,26 | 1,79 | 3,01 | 1,07 | 17,54 | 5,15 | 8,73 | 2,01 | 4,44 | |||||||||||||
| 7 | Принятое кол. оборудования | шт. | 84 | 21 | 12 | 7 | 2 | 3 | 1 | 18 | 5 | 9 | 2 | 4 | ||||||||||||
| 8 | Недостаток (-) или избыток (+) станков | +0,19 | -0,09 | +0,26 | -0,21 | +0,01 | +0,07 | -0,06 | +0,15 | -0,27 | +0,01 | +0,44 | ||||||||||||||
| 9 | Коэффициент загрузки оборудования | 1,009 | 0,993 | 1,038 | 0,895 | 1,002 | 1,068 | 0,974 | 1,031 | 0,971 | 1,006 | 1,11 | ||||||||||||||
Порядок заполнения таблицы 5 следующий (на примере токарного станка Т - 365):
1.Определяется необходимое количество нормо-часов для выполнения производственной программы по каждой группе оборудования по формуле:
 (1)
(1)
где: m – количество наименований изделий (комплектов);
Ni- выпуск изделий (комплектов) в плановом периоде по каждому наименованию, шт.;
tij- трудоемкость изготовления продукции по j-й группе оборудования, н/час;
Кв – коэффициент выполнения норм.
Тпл=(90000*0,247)/1,1=20181,82(н/ч)
2. Рассчитывается эффективный фонд времени работы единицы оборудования с учетом количества рабочих дней в плановом периоде, количество смен, их продолжительности и плановых простоев на ремонт
![]() (2)
(2)
где: F– эффективный (полезный) фонд времени работы единицы оборудования в плановом периоде, ч.;
D – число рабочих дней в плановом периоде;
q - длительность смены в часах;
S - количество смен;
b - планируемые потери рабочего времени в % на ремонт оборудования.
F=62*2*8*(1-0,01*4)=952,32 (ч.)
3.Рассчитывается потребное количество оборудования по формуле:
![]() (3)
(3)
где: Fj- эффективный фонд времени работы единицы j-го вида оборудования, ч.
П=20181,82/952,32=21,19 (шт.)4.Коэффициент загрузки станков рассчитывается как отношение расчетного количества станков к принятому.
Кзагр=21,19/21=1,009После расчета потребности в оборудовании и его загрузки необходимо произвести расчет площади, занимаемой данными станками, которая включает производственную и вспомогательную.
Производственная площадь - это площадь, занимаемая непосредственно оборудованием, а также площадь, занимаемая проходами, проездами, заделами, инструментом и другим инвентарем. Она может быть рассчитана укрупненным способом, исходя из норм удельной площади на единицу оборудования и количества единиц оборудования. Нормы удельной площади устанавливаются на единицу оборудования исходя из того, к какой группе оно относится. Условно все оборудование можно разделить на три группы: мелкие, средние и крупные. Для мелких станков нормы удельной площади устанавливаются в размере 5-12 м2; для средних – 12-25 м2; для крупных станков – 25-45 м2; для верстаков – 3-5 м2.
Расчет производственной площади выполним в табличной форме (см. табл. 6).
Вспомогательная площадь - это площадь, на которой размещены службы цеха, бытовые помещения и т.д. Она обычно составляет 30-45% от производственной площади. Полученное значение вспомогательной площади внесём в вышеприведенную таблицу и рассчитаем общую площадь цеха.
Таблица 6
Расчет площади цеха
| № п/п | Наименование оборудования | Модель или марка | Габаритные размеры | К-во единиц, шт. | Норма уд. площади на един. обор., м2 /шт. | Площадь, м2 |
| 1 | Дисковый отрезной станок | 8Б66 | 500х500 | 2 | 8 | 16 |
| 2 | Токарный станок | Т - 365 | 1000х700 | 21 | 12 | 252 |
| 3 | Токарный станок | 1Р316П | 1000х700 | 12 | 12 | 144 |
| 4 | Токарно-винторезный станок | 16Д20П | 1500х900 | 7 | 15 | 112 |
| 5 | Протяжной вертикальный полуавтомат | 7833 | 1500х1000 | 3 | 16 | 51 |
| 6 | Вертикально-фрезерный станок | 6Н104 | 2000х1500 | 18 | 22 | 396 |
| 7 | Полуавтомат зубошевинговальный | 57028 | 2000х1500 | 5 | 22 | 110 |
| 8 | Универсальный шлифовальный станок | 3Д180 | 2000х1200 | 9 | 20 | 180 |
| 9 | Полировальный станок | 3863 | 1500х1500 | 4 | 18 | 60 |
| 10 | Плоскошлифовальный станок | 3Е711В | 2000х1200 | 2 | 20 | 40 |
| 11 | Верстак | 1200х1000 | 1 | 5 | 5 | |
| Итого производственная площадь | 84 |
| 1366 | |||
| Вспомогательная площадь (35%) | 478,1 | |||||
| Всего площадь цеха | 1844,1 | |||||
Похожие работы



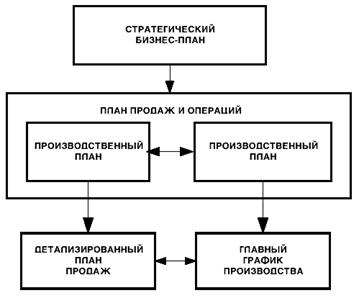
... и действия маркетингового, финансового и производственного отделов для разработки предназначенных для достижения общих целей компании планов. В свою очередь, генеральное календарное планирование производства, планирование потребности в ресурсах, контроль над производственной деятельностью и закупки направлены на достижение целей производственного плана и стратегического бизнес-плана и, в конечном ...
... в соответствии с изменениями планов экономического развития завода. Доводит до соответствующих служб и подразделений завода финансовые показатели, лимиты, нормы и нормативы. В области контроля и анализа хозяйственной деятельности: 1. Осуществляет контроль и анализ выполнения финансовых планов. 2. Осуществляет контроль и анализ кредитных планов. 3. Осуществляет анализ основных показателей, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...

... среды 165 254 350 1,2 1,2 1,3 0,1 0,1 Прочие расходы 80 89 150 0,6 0,4 0,6 -0,1 0,1 Всего 14 200 20 603 26 230 100 100 100 3 ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЕ МЕРОПРИЯТИЯ ПО СНИЖЕНИЮ СЕБЕСТОИМОСТИ ПРОДУКЦИИ 3.1 Совершенствование управлением затратами с применением системы учета «директ-костинг» Цель управления отдельными затратами и в целом себестоимостью ...
0 комментариев