Навигация
Расчет технико-экономического показателей на сборочном участке по изготовлению УАЗ-469 с годовой программой
31444
знака
10
таблиц
0
изображений
Федеральное агентство по образованию РФ
ФГОУ СПО
"Ульяновский автомеханический техникум"
Специальность 190201
Шифр курсовой работы КР 190201 2006 09
КУРСОВАЯ РАБОТА
Экономика отрасли
(по предмету)
Тема: Расчет технико-экономического показателей
на сборочном участке по изготовлению УАЗ-469 с годовой
программой
Студент Сасиков М.А.
Преподаватель Семенова Л.В.
2009 г.
Содержание
Введение
Раздел 1. Организационно-экономическая часть
1.1 Производственные расчеты
1.1.1 Расчет параметров поточной линии (конвейера)
1.1.2 Расчет рабочей длины конвейера
1.1.3 Определение количества работающих
1.1 4 Расчет производственной площади участка
1.2 Организационная часть
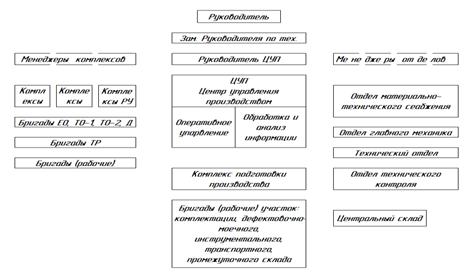
1.2.1 Руководство участком и обязанности мастера участка
1.2.2 Организация технического контроля
1.2.3 Организация инструментального хозяйства
1.2.4 Организация ремонта оборудования на участке
1.2.5 Организация рабочего места слесаря - сборщика
1.2.6 Техника безопасности и противопожарной безопасности
1.3 Экономическая часть
1.3.1 Определение фонда заработной платы
1.3.1.1 Определение фонда заработной платы основных рабочих сборщиков
1.3.1.2 Определение фонда заработной платы основных рабочих – дефектчиков
1.3.1.3 Определение фонда заработной платы ИТР, СКП, МОП
1.3.2 Расчет сметы цеховых расходов
1.3.3 Расчет калькуляции цеховой себестоимости сборки изделия
Раздел 2. Результирующая часть
2.1 Расчет экономической эффективности
2.2 Расчет технико-экономических показателей проектируемого участка
Заключение
Литература
Цель курсовой работы
"Расчет технико-экономических показателей на сборочном участке по изготовлению УАЗ-469" по дисциплине "Экономика и управление машиностроительным производством" является выработка навыков самостоятельного расчета показателей производственно-хозяйственной деятельности цеха по выпуску изделий.
Введение
К 1990г. автомобильная промышленность СССР с численностью рабочих 1,5млн. человек выпускала более четверти объема продукции гражданского машиностроения. В настоящее время благодаря относительно меньшему кризису в машиностроении, чем в других областях промышленности доля автомобилестроения в машиностроении РФ поднялась до 60% с общей занятостью до 1млн. человек. Мировая практика свидетельствовала, что развитие автомобилестроения приводит к мультипликационному эффекту в смежных отраслях экономики и устойчивому росту занятости населения. Так одно рабочее место в автомобилестроении создает 7-8 рабочих мест в смежных отраслях.
Техническое оборудование отечественных автозаводов в значительной степени закупалось в 60-70гг. и к настоящему времени сильно изменилось.
Сейчас для освоения новой продукции необходимы крупные капитальные вложения.
Наметившиеся, в последнее время, позитивные сдвиги в экономике страны характерны и для отечественного автомобилестроения.
Россия имеет необходимые для развития автомобилестроения сырьевые ресурсы. К производству автомобильной техники подключают предприятия оборонных и других отраслей, имеющих достаточный научно - технический и кадровый потенциал. Развивается сотрудничество российских предприятий с рядом автомобильных компаний мира по организации сборочных производств автомобилей. При благоприятном развитии экономики России в целом можно ожидать увеличения доли автомобилестроения в промышленности по ВВП к 2005 - 2010г. до 5-7% и обеспечения занятости каждого 6-го работающего в машиностроении.
Раздел 1. Организационно-экономическая часть 1.1 Производственные расчеты
Таблица 1. Сводная таблица норм времени на сборку изделия
| № п. п. | Наименование операции. | Норма времени мин |
| 1 | 2 | 3 |
| 1 | Установка переднего бампера, болтов номера, затяжка гаек реактивной тяги. | 9,8 |
| 2 | Подкраска шасси, напрессовка 5 подушек, установка штока выключения сцепления в гнездо вилки. | 4,8 |
| 3 | Установка глушителя приёмной трубы, нанесение № шасси | 5,0 |
| 4 | Подсборка котла надставки, установка глушителя | 18,2 |
| 5 | Установка котла и лотка. | 4,7 |
| 6 | Подсборка радиаторов | 9,9 |
| 7 | Установка радиаторов, пружины в цепи, затяжка гаек, стремянки крепление шлангов радиатора. | 5,7 |
| 8 | Посадка кузова сзади. | 5,6 |
| 9 | Посадка кузова в передней точке. | 4,7 |
| 10 | Опускание и посадка кузова. | 9,7 |
| ИТОГО | 87,1 |
1.1.1 Расчет параметров поточной линии (конвейера)
Такт поточной линии определяется по формуле:
![]() , (1)
, (1)
где
д. р. п. - действительный головной фонд времени работы поточной
линии за вычетом годовых потерь времени на регламентированные
перерывы, мин.
N - годовая программа, 145000 шт.
![]() 1,55 мин.
1,55 мин.
Действительный годовой фонд времени работы поточной линии определяется по формуле:
Fд= (Кд - В - П) *Д-П’*Д’*С*К, (2)
где
Кд - количество календарных дней в году (365).
В - количество выходных дней в году при пятидневной рабочей
неделе (104).
П - количество праздничных дней в году (8)
Д - продолжительность рабочего дня при пятидневной рабочей неделе
(8,2) часа.
П’ - количество предпраздничных дней (б)
Д' - сокращение работы в предпраздничные дни (1) час.
С - количество смен работы линии (2)
К - коэффициент, учитывающий потерн времени на ремонт
линии (0.97)
При 41-часовой пятидневной рабочей неделе.
Fд =3762 час.
Регламентированные потери рабочего времени за смену принимаем 0,5 часа, тогда за год он" составят:
F рп = 0,5*С*Др, (3)
где
С - количество смен работы линии;
Др - количество рабочих дней за год (253);
Fpп= 0,5*2*253=253 час.
Рдрп= Fд - Fрп, (4)
Рдрп= 4015*253=3762 час.
Определение количества рабочих мест на конвейере и их загрузки.
Количество рабочих мест на конвейере и их загрузку определяют в дипломном проекте по формуле:
![]() , (5)
, (5)
![]() , (6)
, (6)
где
Мр - расчетное количество мест.
Тшт - суммарная трудоемкость сборки изделия по всем операциям, мин.
r - такт сборки, мин.
Рсб - средняя плотность работы.
Кз - коэффициент загрузки рабочих мест.
Мпр - принятое количество рабочих мест т.е. расчетное количество,
округленное до ближайшего большего целого числа. Допускается
принимать Кз до 1,03.
![]() 1,58 Мпр1= 2
1,58 Мпр1= 2
![]() 0,79
0,79
![]() 1,03 Мпр2=1
1,03 Мпр2=1
![]() 1,03
1,03
![]() 0,81 Мпр3=1
0,81 Мпр3=1
![]() 0,81
0,81
![]() 2,9 Мпр4=3
2,9 Мпр4=3
![]() 0,97
0,97
![]() 1,01 Мпр5=1
1,01 Мпр5=1
![]() 1,01
1,01
![]() 1,6 Мпр6=2
1,6 Мпр6=2
![]() 0,8
0,8
![]() 0,9 Мпр7=1
0,9 Мпр7=1
![]() 0,9
0,9
![]() 0,9 Мпр8=1
0,9 Мпр8=1
![]() 0,9
0,9
![]() 1,01 Мпр9=1
1,01 Мпр9=1
![]() 1,01
1,01
![]() 1,6 Мпр10=2
1,6 Мпр10=2
![]() 0,8
0,8
Средний коэффициент загрузки рабочих мест определяется по формуле:
 , (7)
, (7)
![]() 13,34
13,34
![]() 15
15
![]() 0,9
0,9
Таблица 2. Сводная таблица количества рабочих мест на поточной линии и их загрузка
| № п/п | Норма времени на 1 операцию | Рсб | Количество рабочих мест | Коэффициент загрузки | |
| Мр | Мпр | ||||
| 1 2 3 4 5 6 7 8 9 10 | 9,8 4,8 5,0 18,2 4,7 9,9 5,7 5,6 4,7 9,7 | 4 3 4 4 3 4 4 4 3 4 | 1,58 1,03 0,81 2,9 1,01 1,6 0,9 0,9 1,01 1,6 | 2 1 1 3 1 2 1 1 1 2 | 0,79 1,03 0,81 0,97 1,01 0,8 0,9 0,9 1,01 0,8 |
| Итого | 87,1 | 43 | 13,34 | 15 | 0,9 |
Рабочая длина поточной сборочной линии (конвейера) определяется по формуле:
![]() , (8)
, (8)
где
Мсбп - общее количество рабочих мест на конвейере с добавлением
15-20% резервных и контрольных.
![]() , (9)
, (9)
где
l - шаг конвейера, м.
l=l изд+ l пр, (10)
где
lизд - длина собираемого изделия, м.
lпр - расстояние между двумя собираемыми изделиями, м
![]() 4,825 м
4,825 м
![]() 17, 25
17, 25
L= 11, 0975
Расчет скорости конвейера
Скорость конвейера определяется по формуле:
![]() , (11)
, (11)
![]() 115 сек
115 сек
![]() 0, 04
0, 04 ![]()
Количество основных рабочих (слесари по сборке, отладке и испытанию узлов и т.д.) определяется по формуле:
![]() , (12)
, (12)
где
Росн - расчетное количество рабочих для выполнения годовой
программы по сборке изделия.
Тсб - трудоемкость сборки одного изделия, мин.
N - годовая программа собираемых изделий, шт.
Рдр - действительный годовой фонд времени рабочего, час.
Кв - коэффициент выполнения норм (для расчетно-технических норм Кв=1)
Действительный годовой фонд времени рабочего определяется по формуле:
![]() , (13)
, (13)
Обозначения в этой формуле аналогичны тем, которые применялись для расчета фонда времени работы поточной линии, кроме
Кр - коэффициент, учитывающий планируемые потери рабочего
времени (Кр=0,9), при пятидневной рабочей неделе (41час) и отпуске
Похожие работы
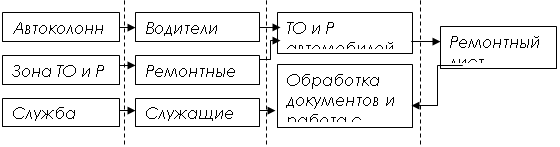
... турный номер). Если использовать штриховое кодирование в рамках всей отрасли (АТП, автозаводы, СТОА, магазины запасных частей Рисунок 3. Схема потоков информации в авторемонтных мастерских 4.2 Выбор метода организации технологического процесса на объекте проектирования. В зоне диагностики, технологический процесс может быть организован методом универсальных или специализированных ...
... технологическую оснастку. Применение системы «максимум-минимум» упорядочивает работу инструментального хозяйства. 2. Методология расчета в инструментальном хозяйстве 2.1 Планирование потребности в инструменте (массовое производство) Необходимым, условием рациональной организации инструментального хозяйства является определение потребности предприятия в инструменте и технологической ...
... ремонтов: , где К – коэффициент, равный 300. . По количеству условных ремонтов выбираем типовую ремонтную мастерскую с учетом, что в ней будут производится текущие ремонты несложной сельскохозяйственной техники и перспективой на 5 лет. Выбираем типовой проект ХП – 816 – 128. Выбираем оборудование для цеха по ремонту топливной аппаратуры. № п/п Наименование Тип или марка Техническая ...
0 комментариев