Навигация
15 рабочих дней.
Рд. р. = час
![]() 117 чел
117 чел
Определяем количество на каждую операцию и производим их расстановку (с учетом сменности рабочих).
![]() , (14)
, (14)
где
Тшт - норма времени выполнения данной операции, мин
R - такт конвейера (мин)
Если расчетное число сборщиков получается дробным, то его округляют до целого числа с учетом совмещения профессий для более полной загрузки рабочих (Рсб. пр).
Расчет потребного количества рабочих сборщиков ведется по каждой операции на одну смену и сводится в Таблицу 3.
![]() 6,32 Р сб. р.1= 6 чел
6,32 Р сб. р.1= 6 чел
![]() 3,09 Р сб. р.2= 3 чел
3,09 Р сб. р.2= 3 чел
![]() 3,22 Р сб. р.3= 3 чел
3,22 Р сб. р.3= 3 чел
![]() 11,74 Р сб. р.4= 12 чел
11,74 Р сб. р.4= 12 чел
![]() 3,03 Р сб. р.5= 3 чел
3,03 Р сб. р.5= 3 чел
![]() 6,38 Р сб. р.6= 7 чел
6,38 Р сб. р.6= 7 чел
![]() 3,67 Р сб. р.7= 4 чел
3,67 Р сб. р.7= 4 чел
![]() 3,6 Р сб. р.8= 4 чел
3,6 Р сб. р.8= 4 чел
![]() 3,03 Р сб. р.9= 3 чел
3,03 Р сб. р.9= 3 чел
![]() 6,25 Р сб. р.10= 7 чел
6,25 Р сб. р.10= 7 чел
Таблица 3. Ведомость основных рабочих
| № операции | Норма времени на 1 опер. (мин) | Принятое количество рабочих мест на операцию | Разряд рабочего | Количество рабочих на одну смену | На две смены | Примечание | |
| Рсб. р. | Рсб. пр. | ||||||
| 1 2 3 4 5 6 7 8 9 10 | 9,8 4,8 5,0 18,2 4,7 9,9 5,7 5,6 4,7 9,7 | 2 1 1 3 1 2 1 1 1 2 | 3 3 3 4 4 3 4 4 3 4 | 6,32 3,09 3,22 11,74 3,03 6,38 3,67 3,6 3,03 6,25 | 6 3 3 12 3 7 4 4 3 7 | 12 6 6 24 6 12 8 8 6 12 | |
| Ито-го | 87,1 | 50,33 | 52 | 104 | |||
Средний коэффициент загрузки рабочих
 , (15)
, (15)
![]() 1
1
Средний разряд рабочего
![]() , (16)
, (16)
где
Р3, Р4 - соответственное количество рабочих второго, третьего,
четвертого разрядов.
3, 4 - второй, третий, четвертый разряды
Росн. - общее количество основных рабочих.
![]() 3,5
3,5
Примечание: средний разряд основных рабочих сборных цехов для массового производства 3-3,5
![]()
На конвейерной сборке к полученному расчетному числу основных рабочих-сборщиков добавляем 2-5% резервных рабочих для замены временно отлучившихся с линии, а так же для устранения дефектов.
![]() , (17)
, (17)
![]() 5,85 чел
5,85 чел
![]() чел
чел
Определение количества вспомогательных рабочих, Количество вспомогательных рабочих должно быть минимально-необходимым, но достаточным для обслуживания основного производства Количество вспомогательных рабочих определяем по профессиям, по нормативным данным УАЗ (см. Приложение 2). При этом общее количество вспомогательных рабочих не должна превышать 25-30% от основных.
![]() (18)
(18)
Похожие работы
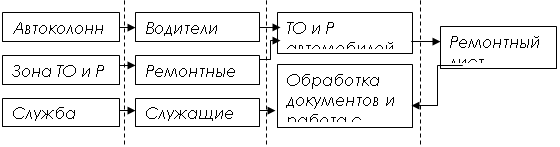
... турный номер). Если использовать штриховое кодирование в рамках всей отрасли (АТП, автозаводы, СТОА, магазины запасных частей Рисунок 3. Схема потоков информации в авторемонтных мастерских 4.2 Выбор метода организации технологического процесса на объекте проектирования. В зоне диагностики, технологический процесс может быть организован методом универсальных или специализированных ...
... технологическую оснастку. Применение системы «максимум-минимум» упорядочивает работу инструментального хозяйства. 2. Методология расчета в инструментальном хозяйстве 2.1 Планирование потребности в инструменте (массовое производство) Необходимым, условием рациональной организации инструментального хозяйства является определение потребности предприятия в инструменте и технологической ...
... ремонтов: , где К – коэффициент, равный 300. . По количеству условных ремонтов выбираем типовую ремонтную мастерскую с учетом, что в ней будут производится текущие ремонты несложной сельскохозяйственной техники и перспективой на 5 лет. Выбираем типовой проект ХП – 816 – 128. Выбираем оборудование для цеха по ремонту топливной аппаратуры. № п/п Наименование Тип или марка Техническая ...
0 комментариев