Навигация
Организация, планирование и управление инструментальным хозяйством
42826
знаков
2
таблицы
0
изображений
Оглавление
Введение
Глава 1. Теоретические основы инструментального хозяйства
1.1 Задачи и значения инструментального хозяйства
1.2 Структура органов управления инструментального хозяйства
1.3 Пути повышения эффективности работы
Глава 2. Методология расчета инструментального хозяйства
2.1 Планирование потребности в инструменте (массовое производство)
2.2 Планирование потребности в инструменте (единичное производство)
Глава 3. Пример расчета потребности фрезы в СИП на ОАО «УАЗ»
3.1 Краткая характеристика предприятия
3.2 Расчет параметров фрезы
3.3 Основные направления совершенствования инструментального хозяйства
Заключение
Список используемой литературы
Введение
В огромном хозяйстве предприятия нет второстепенных, «не важных» звеньев. От работы вспомогательных служб зависит порой не меньше, чем от деятельности основных производств [3, стр6].
Особенно важна для жизни каждого предприятия четкая работа инструментального хозяйства. На современном предприятии повышение уровня технологической оснащенности — решающий фактор роста эффективности работы. Повышаются требования к организации инструментального хозяйства, и к его технике.
Перед инструментальщиками стоит важная задача — использовать все имеющиеся резервы и найти новые для улучшения качества выпускаемого инструмента и оснастки.
Выбор структуры инструментального хозяйства очень важен для обеспечения успешного функционирования предприятия [4,стр68]. Это важно для проектирования нового или реконструкции действующего предприятия.
Объектом исследования в курсовой работе выбрано предприятие ООО «УАЗ-Техинструмент», которое занимается изготовлением и ремонтом инструмента и технологической оснастки. При написании работы были использованы практические данные, полученные на ООО "УАЗ-Техинструмент", учебная литература экономические газеты и журналы.
1. Теоретические основы инструментального хозяйства
1.1 Задачи и значение инструментального хозяйства
Современный уровень производства требует применения самых разнообразных видов инструментов, приспособлений, штампов, моделей, пресс-форм. В процессе изготовления продукции используются и расходуются тысячи инструментов. Это, в свою очередь, оказывает существенное влияние на экономику производства [1,стр258].
Главной задачей инструментального хозяйства на предприятии (в объединении) является своевременное и бесперебойное обеспечение производства всеми видами технической оснастки, организация ее хранения, эксплуатации и ремонта. С этой целью определяется потребность предприятия в оснастке, планируется приобретение или изготовление и своевременное обеспечение производства оснасткой; организуется эксплуатация оснастки и технический надзор за ее эксплуатацией; внедряются системы непрерывного обеспечения рабочих мест оснасткой, а также организация учета и хранение ее.
Потребность предприятия (объединения) в оснастке определяется на основании данных об объеме основного производства продукции, ее номенклатуре, номенклатуре оснастки, в соответствии с технологической документацией и нормами расхода оснастки. Для бесперебойного обеспечения производства оснасткой необходимо планировать потребность предприятия (объединения) в технологической оснастке; номенклатуру и количество приобретаемой технологической оснастки, включая возможное размещение заказов на ее изготовление на стороне; номенклатуру и объем изготовления оснастки в инструментальном цехе; работы по восстановлению и утилизации отработанной оснастки.
Комплекс работ по эксплуатации технологической оснастки включает: установление норм расхода, оборотных фондов и норм запаса всех видов оснастки, подлежащей хранению в инструментальном хозяйстве; разработку и выдачу лимитных карт на получение технологической оснастки; разработку инструкций по эксплуатации оснастки, проведение инструктажа по эксплуатации и осуществление технического надзора за соблюдением правил эксплуатации; разработку графиков планово-предупредительного ремонта оснастки; организацию ремонта и восстановление оснастки; организацию центральной заточки всех видов режущего инструмента; формирование парка стандартной переналаживаемой оснасткой многократного применения и организацию централизованного обслуживания ею производства.
Обеспечение рабочих мест технологической оснасткой осуществляют инструментально-раздаточные кладовые (ИРК).
Важным условием повышения эффективности производства на предприятии является рациональная организация инструментального хозяйства.
Именно от качества и прогрессивности инструмента, от рациональной организации обеспечения им рабочих мест и размера затрат на инструмент существенно зависят технико-экономические показатели производственной деятельности предприятия. Например, издержки производства машиностроительного завода на инструмент в 2000г. составляли от 2 до 7-10% себестоимости изделия. Затраты на оснащение станков режущими инструментами и приспособлениями в массовом машиностроительном производстве достигают 25-30% стоимости оборудования. Здесь под инструментом понимается все виды технологической оснастки, включая режущий и измерительный инструмент, штампы, модели, приспособления и т.п.
Независимо от размера предприятия, типа и объема производства на службу инструментального хозяйства возлагаются такие функции, как нормирование и планирование обеспеченности инструментом, самостоятельное изготовление или обеспечение производства покупным инструментом, централизованная заточка и восстановление инструмента, разработка мероприятий по эффективному использованию технологической оснастки.
В зависимости от объема и спецификации производства, а также количества установленного оборудования на предприятии создаются бюро или отделы инструментального хозяйства, на которые возлагаются следующие задачи: бесперебойное и комплексное обеспечение всех рабочих мест инструментом, необходимым для текущего процесса производства; своевременное изготовление комплекта технологической оснастки, необходимой для освоения новых изделий; организация рациональной эксплуатации инструмента и его восстановления; систематическое повышение качества инструмента; организация его учета и хранения[5,стр244].
Инструмент подразделяется на нормальный, используемый для выполнения многих операций по изготовлению разных изделий, наибольшая часть которых производится на специализированных инструментальных предприятиях, и специальный, предназначенный для выполнения какой-то определенной операции конкретного изделия.
Для организации четкой системы обращения инструмента, планирования и учета он классифицируется и на этой основе производится индексации инструмента — присвоение каждому типоразмеру соответствующего шифра, указывающего технологическое назначение, основные, конструктивные и эксплутационные признаки инструмента. В результате классификации преодолеваются трудности, связанные многономенклатурностъю инструмента.
Важнейшим признаком классификации является производственно-техническое назначение инструмента. В зависимости от этого признака он подразделяется на классы, подклассы, группы, виды, разновидности.
Классификация — необходимый элемент организации инструментального хозяйства предприятий. Она лежит в основе организации приобретения, изготовления, учета, хранения, использования инструмента и т.п.
Весь инструмент, применяемый на машиностроительном предприятии, в зависимости от его производственного назначения подразделяется на классы, подклассы, группы и подгруппы. Классификации инструмента, применительно к цехам механической обработки приведена в таблице 1.
Каждый класс инструмента подразделяется на подклассы (например, резцы, фрезы). Подклассы делятся на группы (например, резцы токарные строгальные, долбежные). Каждая группа инструмента подразделяется на подгруппы (например, резцы токарные: расточные, чистовые, проходные, подрезные, отрезные и т.д.). В пределах каждой подгруппы инструмент разделяется на секции (например, токарные резцы могут быть прямые, изогнутые, отогнутые, дисковые и др.).
Таблица 1
Классификация инструмента применительно к цеху механической обработки [1,стр256]
| Класс инструмента или приспособления | Назначения | Подклассы и группы инструмента или приспособления |
| Металлорежущий инструмент | Для изменения формы и размеров обрабатываемого материала | Резцы токарные, строгальные, долбежные, полуавтоматные и автоматные фрезы, сверла, зенкера, развертки, протяжки. |
| Измерительный инструмент | Для поверки правильности изготовления изделия или его частей | Измерительные линейки, штангенциркули, нутромеры, глубиномеры, микромеры, индикаторы, угломеры, синусные линейки, микроскопы и др. |
| Вспомогательный инструмент | Для закрепления обрабатывающего инструмента в станках и при ручных работах | Державки, патроны, головки фрезерные, долбежные и др. |
| Приспособления | Устройство для установки изделий на станках и при ручных работах | Патроны, тиски, кондукторы, оправки, фрезерные, токарные, сверлильные и др. станочные приспособления. |
Каждому виду инструмента присваивается условное обозначение (индекс). Применяют три системы индексации — цифровую, буквенную и смешанную. При этих системах каждая последующая ступень классификации инструмента обозначается: при цифровой системе — цифрами, при буквенной — буквами и при смешанной — классы и подклассы обозначаются буквами, а последующие подразделения — цифрами. Кроме того, в индексе указывается размер инструмента и марка материала режущей части инструмента. Пример такой индексации приведен в таблице 2.
Таблица 2
Индексация инструмента [1, стр285]
| Характеристика инструмента | Цифровое обозначение | Буквенное обозначение | Смешанное обозначение |
| Класс —режущий инструмент | 1 | Р | Р |
| Подкласс —резец | 1 | Р | Р |
| Группа — строгальный | 2 | С | 2 |
| Подгруппа — подрезной | 3 | П | 3 |
| Секция — изогнутый | 1 | И | 1 |
| Материал — твердый сплав марки Р9 | Р9 | Р9 | Р9 |
| Размер | 10*16мм | 10*16мм | 10*16мм |
На основании данных, приведенных в таблице 2, индексы инструмента будут иметь следующий вид:
при цифровой системе ![]()
при буквенной ![]()
при смешанной ![]()
Наибольшее распространение получила смешанная система индексации, как наиболее удобная и легкая для запоминании.
Классификация и индексация являются необходимым условием для организации инструментального хозяйства, их широко используют при размещении, хранении инструмента при обозначении его во всей технической документации.
При цифровой системе индекс инструмента или технологической оснастки состоит только из цифр, каждая из которых означает класс, подкласс, группу, подгруппу и т.д., при этом каждому индексу инструмента присваивается номер от нуля до десяти. Эта система индексации еще называется десятичной системой классификации.
При буквенной системе индекс инструмента образуется из начальных букв их наименований и характеристик.
При смешанной системе индексации индекс инструмента складывается из цифр и букв.
В нашей стране действует цифровая система индексации (десятичная система классификации), каждый вид инструмента, оснастки получил свое условное обозначение (индекс) в соответствии с тем местом, которое они занимают в классификаторе [15, стр270].
Так, вес инструмент, вся оснастка распределителя на следующие десять классов:
- S первый – режущий инструмент;
- S второй – абразивный;
- S третий – мерительный;
- S четвертый – слесарно-монтажный;
- S пятый – кузнечный;
- S шестой – вспомогательный инструмент;
- S седьмой – штампы;
- S восьмой – приспособления;
- S девятый – пресс-формы;
- S нулевой – разный.
Каждый класс подразделяется на подклассы по признаку основных разновидностей инструмента внутри класса. Например, режущий инструмент, делится на 10 подклассов: резцы, сверла, метчики, плашки, фрезы, развертки, зенкеры, долбики, протяжки и прочие.
Подклассы разбиваются на группы, определяющие характер инструмента, оснастки. Например, подкласс резцов делится на 10 групп резцов: токарных, строгальных, долбежных, зуборезных, револьверных и др.
Группа подразделяется на подгруппы, характеризующие непосредственное технологическое назначение инструмента. Например, токарные резцы делятся на 10 подгрупп: обдирочные, чистовые, подрезные, прорезные, фасочные, и др.
Подгруппы разделяются на виды, характеризующие конструкцию оснастки. Например, резцы токарные обдирочные делятся на 10 видов: прямые, отогнутые, лопаточные, дисковые, чашечные, изогнутые и др.
Эффективность десятичной системы классификации состоит в том, что она дает полную техническую характеристику инструмента, отличается простой и легкостью заполнения, исключает возможность их смешения и допускает применение механизированного учета, облегчает работу по нормализации и стандартизации инструмента.
Номенклатура инструмента и оснастки на предприятии исчисляется тысячами позиций типоразмеров, поэтому необходимо вести постоянную работу по их нормализации, стандартизации и тогда появляется возможность перевода изготовления оснастки на партионный метод организации производства, обладающий более высокими технико-экономическими показателями по сравнению с индивидуальным методом организации производства.
Затраты на инструмент и технологическую оснастку входят в себестоимость основного производства. Величина затрат существенно зависит от количества и разнообразия используемых при изготовлении изделия инструмента и оснастки, включая их ремонт и заточку.
Экономическая целебность дальнейшего повышения уровня технологической оснащенности рабочих мест определится как разность между экономией, получаемой в результате повышения производительности труда рабочих, и увеличением удельных расходов на инструментарий.
1.2Структура органов управления
Структура органов инструментальным хозяйством определяется характером изготовляемой продукции, типом и масштабом производства.
В крупных производственных акционерных обществах для управления инструментальным производством создается инструментальный отдел, на средних и небольших — бюро (группа) инструментального хозяйства.
Инструментальное хозяйство обычно подчиняется главному технологу предприятия, так как существует тесная связь инструментального хозяйства и технологической службы, что и предполагает необходимость организационного единства [5, стр250].
Инструментальный отдел имеет в своем составе ряд бюро и групп. Планово-диспетчерское бюро осуществляет планирование и оперативное регулирование производства инструмента в инструментальных цехах предприятия, ведет учет и контроль выполнения планов. Группа (бюро) нормативов устанавливает нормы расходов и оборотный фонд по каждому типоразмеру инструмента, устанавливает лимиты инструмента цехам. Бюро технадзора контролирует правильность эксплуатации, хранения, выдачи, учета и списания инструмента, проверяет нормы стойкости, износа и запаса инструмента, участвует в разработке мероприятий по сокращению расхода и запасов инструмента.
В состав инструментального хозяйства входит инструментальный цех или ряд цехов, изготовляющих новые специальные инструменты и частично стандартный инструмент: выполняющие ремонт сложного инструмента, оснастки и имеющие в своем составе восстановительные участки, производящие многократное возвращение инструмента в производство путем восстановления его качественных параметров.
При наличии на предприятии небольших цехов, в каждом из которых организовать заточный участок экономически невыгодно, создается централизованный заточный участок.
Для рациональной эксплуатации инструмента и оснастки необходимо организовать на предприятии их приемку, хранение, учет и выдачу в эксплуатацию. Для этих целей создается центральный инструментальный склад, основными функциями которого являются: приемка, проверка инструмента, поступающего как со стороны, так и из инструментального цеха предприятия; ведение оперативного учета движения инструмента; поддержание на должном уровне оборотных фондов инструмента, оснастки в ИРК; комплектование инструментом готовой продукцией, предусмотренное условиями поставки; приемка поступающих из ИРК изношенных инструментов.
Обслуживание рабочих мест инструментом занимаются цеховые инструментально-раздаточные кладовые, которые получают инструмент из ЦИС, хранят и выдают его на рабочие места, направляют на переточку, на восстановление или в утиль.
Организация снабжения рабочих мест инструментом зависит от типа производства. В условиях массового и крупносерийного производства, т.е. при узкой специализации рабочих мест, может быть организована комплектная выдача оснастки в постоянное пользование с последующей заметной сдаваемого рабочим изношенного инструмента. Конкретный перечень инструментов выдаваемых рабочему, определяется на основе карт технологического процесса.
В единичном и мелкосерийном производстве, когда на одном станке выполняются обычно различные деталеоперации, оснастка выдается рабочим на временное пользование на основе письменного требования мастера. Выдача оснастки во временное пользование производится по одной из систем, например марочной системе, когда инструмент выдается в обмен на сдаваемый рабочим жетон («марку»). При выборе системы исходят из необходимости обеспечитъ контроль за своевременным возвратом инструментов, сокращением потерь времени производственных рабочих на получение инструмента [9,стр278].
При общей оценке состояния организации инструментального хозяйства используются такие показатели, как удельный вес нормализованной оснастки в ее общем количестве; удельный вес затрат на инструмент, оснастку в себестоимости продукции; уменьшение оборотного фонда оснастки в рублях и процентах к ее расходному фонду; удельный вес потерь рабочего времени в результате несвоевременного обеспечения рабочих мест инструментом; удельный вес механизированных работ по изготовлению оснастки.
Похожие работы

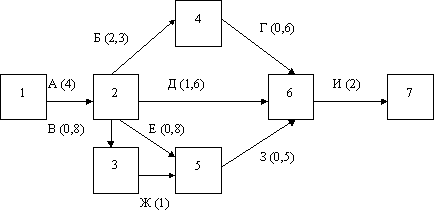
... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
... которого входят конструкторы, технологические группы, спецслужбы, организаторы, экономисты, т.е. все специалисты, занимающиеся инструментообеспечением производства. Основным звеном инструментального хозяйства на предприятии является инструментальный цех, на который возлагаются задачи по изготовлению специнструмента, оснастки для основной продукции, изготовление инструмента, ремонта оснастки. ...

... типизации технологических процессов литья, ковки и сборки. Технологическая подготовка производства на заводе выполняется службой главного технолога. На крупных заводах технологическая подготовка производства в горячих цехах производится отделом главного металлурга или под его непосредственным руководством. Технологическая подготовка на машиностроительных заводах может быть организована по ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
0 комментариев