Навигация
РОЗРАХУНОК ОСНОВНИХ ПАРАМЕТРІВ ГВС
46220
знаков
10
таблиц
1
изображение
2 РОЗРАХУНОК ОСНОВНИХ ПАРАМЕТРІВ ГВС
2.1 Розрахунок календарно-планових нормативів гнучкої виробничої системиРозрахуємо ефективний фонд часу роботи обладнання. Календарний фонд часу складає 365 днів у році.
Номінальний фонд часу роботи обладнання визначається за формулою 1.1.![]() , (1.1)
, (1.1)
де ![]() - число календарних та вихідних днів у році.
- число календарних та вихідних днів у році.
![]() (днів)
(днів)
Цей же фонд в годинах визначається за формулою 1.2.
![]() (1.2)
(1.2)
де ![]() ,
,![]() - число повних та передсвяткових днів (249 та 5 днів відповідно);
- число повних та передсвяткових днів (249 та 5 днів відповідно);
![]() ,
,![]() - тривалість повної та передсвяткової робочої зміни (8 та 7 год. відповідно).
- тривалість повної та передсвяткової робочої зміни (8 та 7 год. відповідно).
![]() (год.)
(год.)
Річний ефективний фонд часу роботи обладнання (при роботі обладнання в одну зміну) розраховуємо за формулами 1.3 та 1.4.
![]() , (1.3)
, (1.3)
![]() , (1.4)
, (1.4)
де ![]() - коефіцієнт продуктивності обладнання, (
- коефіцієнт продуктивності обладнання, (![]() =0,85).
=0,85).
![]() (год)
(год)
![]() (днів)
(днів)
Дійсний (ефективний) річний фонд робочого часу одного виробничого робітника визначається на підставі складання балансу робочого часу. При цьому прийнято, що робота здійсняється 5 днів на тиждень, а тривалість робочого дня 40¸5=8 год.
Число партій деталей за базовим (б) та проектним (п) варіантом розраховуємо за формулою 1.5.
![]() , (1.5)
, (1.5)
де Н – номенклатура деталей, що обробляються;
![]() - число змін роботи обладнання.
- число змін роботи обладнання.
![]() =3×2216,75×2=1300,5 (шт.)
=3×2216,75×2=1300,5 (шт.)
Розмір партії деталей відповідного j-го найменування визначаємо за формулою 1.6.
 , (1.6)
, (1.6)
де ![]() - річний обсяг випуску продукції j-го найменування.
- річний обсяг випуску продукції j-го найменування.
![]() =
=![]() =233,01 (шт.)
=233,01 (шт.)
Число переналагоджень обладнання в рік визначається за формулою 1.7.
![]() (1.7)
(1.7)
![]() =1300,5 (шт.)
=1300,5 (шт.)
![]() =1300,5 (шт.)
=1300,5 (шт.)
Розрахунок річного фонду часу проводиться за формулою 1.8.
 (1.8)
(1.8)
Розрахований річний фонд часу, який витрачається на переналагодження обладнання зводимо до Таблиці 1.
Таблиця 1 – Витрати часу на переналагодження обладнання
| Операція | Базовий варіант | Проектний варіант | ||||
| tнб, хв. | Пперб, шт. | Тнб, год. | tнп, хв. | Пперп, шт. | Тнп, год. | |
| Токарна 1 | 13,5 | 1300,5 | 293 | 7,5 | 1300,5 | 163 |
| Токарна 2 | 10,5 | 1300,5 | 228 | 7,5 | 1300,5 | 163 |
| Токарна 3 | 10,5 | 1300,5 | 228 | 7,5 | 1300,5 | 163 |
| Фрезерна | 14,4 | 1300,5 | 312 | 14,4 | 1300,5 | 312 |
| Шліфувальна | 14,7 | 1300,5 | 319 | 14,7 | 1300,5 | 319 |
| Всього | 1379 | 1118 | ||||
Період чергування партій деталей визначимо за формулою 1.9.
 (1.9)
(1.9)
![]() =
= ![]() »8
»8
![]() =
=![]() »8
»8
Число одиниць обладнання розраховуємо за формулою 2.1.
 , (2.1)
, (2.1)
де н – номенклатура деталей, що обробляються;
Nj – програма випуску деталей j-го найменування, шт;
tonj – сумарний оперативний час на обробку деталей j-го найменування, хв;
Тні – час, витрачений на переналадку обладнання на і-й операції, год;
Fe – ефективний фонд часу роботи обладнання в одну зміну, год;
Кзм – число змін роботи обладнання;
Кв – коефіцієнт виконання норм часу.
Розрахунок зводимо до відповідних таблиць.
Таблиця 2 – Розрахунок необхідної кількості обладнання (базовий варіант)
| Розрахункові показники | Програма випуску виробів, Nj шт. | Трудомісткість робіт по операціях, нормо-год. | |||||||||
| Операція 1 | Операція 2 | Операція 3 | Операція 4 | Операція 5 | |||||||
|
|
|
|
|
| |||||||
| Виріб 1 | 101010,00 | 6734,0 | 292,61 | 7070,7 | 227,59 | 7070,7 | 227,59 | 11111,1 | 312,12 | 12121,20 | 318,62 |
| Виріб 2 | 101010,00 | 6734,0 | 7070,7 | 7070,7 | 11111,1 | 12794,60 | |||||
| Виріб 3 | 101010,00 | 6734,0 | 7407,4 | 7407,4 | 11279,5 | 12794,60 | |||||
| Всього | 20494,61 | 21776,39 | 21776,39 | 33813,77 | 38029,02 | ||||||
| Річний ефективний фонд часу роботи обладнання (Fe), год. | 1723 | 1723 | 1723 | 1723 | 1723 | ||||||
| Розрахункове число одиниць обладнання(Ср) | 5,9 | 6,3 | 6,3 | 9,8 | 11,0 | ||||||
| Прийняте число одиниць обладнання (Спр) | 6 | 7 | 7 | 10 | 11 | ||||||
| Коефіцієнт завантаження робочого місця (Кз) | 0,99 | 0,90 | 0,90 | 0,98 | 1,00 | ||||||
Таблиця 3 - Розрахунок необхідної кількості обладнання (проектний варіант)
| Розрахункові показники | Програма випуску виробів, Nj шт. | Трудомісткість робіт по операціях, нормо-год. | |||||||||
| Операція 1 | Операція 2 | Операція 3 | Операція 4 | Операція 5 | |||||||
|
|
|
|
|
| |||||||
| Виріб 1 | 101010,00 | 5892,25 | 162,56 | 6060,60 | 162,56 | 6060,60 | 162,56 | 10269,35 | 312,12 | 11447,80 | 318,62 |
| Виріб 2 | 101010,00 | 5892,25 | 6228,95 | 6228,95 | 10269,35 | 12121,20 | |||||
| Виріб 3 | 101010,00 | 5892,25 | 6228,95 | 6228,95 | 10269,35 | 12121,20 | |||||
| Всього | 17839,31 | 18681,06 | 18681,06 | 31120,17 | 36008,82 | ||||||
| Річний ефективний фонд часу роботи обладнання (Fe), год. | 1723 | 1723 | 1723 | 1723 | 1723 | ||||||
| Розрахункове число одиниць обладнання (Ср) | 5,18 | 5,42 | 5,42 | 9,03 | 10,45 | ||||||
| Прийняте число одиниць обладнання (Спр) | 6 | 6 | 6 | 10 | 11 | ||||||
| Коефіцієнт завантаження робочого місця (Кз) | 0,86 | 0,90 | 0,90 | 0,90 | 0,95 | ||||||
Необхідне число одиниць транспортних засобів визначається за формулою 2.2.
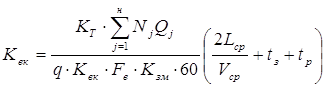 , (2.2)
, (2.2)
де KТ – число транспортних операцій, що здійснюються над кожною деталлю, КТ = 4;
Q – маса одиниці j-го типорозміру деталі, кг;
q – вантажопідйомність транспортних одиниць, кг, q=200 кг;
Kвк – коефіцієнт використання вантажопідйомності транспортних засобів, Квк = 0,6;
Lср – середня відстань між двома пунктами перевезення, м (Lcp=100 м);
Vcp – cередня швидкість руху транспортного засобу, м/хв (90 м/хв);
tз і tр – час на завантаження та розвантаження транспортного засобу,
хв. (5 хв.);
Необхідна кількість електрокарів для перевезення заготовок зі складу і готових виробів на склад за базовим варіантом за проектом:
Kбек= ![]() (шт.)
(шт.)
Розрахуємо необхідну кількість промислових роботів(ПР).
Для проектного варіанта визначаємо кількість верстатів, що їх може обслуговувати один промисловий робот, за формулою 2.3.
 , (2.3)
, (2.3)
де tо та tв – відповідно основний та допоміжний час на виконання операції по виготовленню j-го типорозміру виробу, хв.
Cоб![]() (верстата)
(верстата)
За нормою обслуговування визначаємо необхідну кількість роботів для здійснення технологічного процесу, враховуючи встановлену кількість обладнання на дільниці за формулою 2.4.
 (2.4)
(2.4)
![]() (робот)
(робот)
Похожие работы
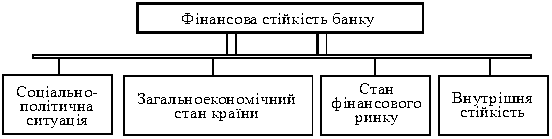
... нестабільність завжди позначається на діяльності банківських структур; зберігається низька інвестиційна привабливість національної економіки як для внутрішніх, так і для зовнішніх інвесторів. Якщо влада не подолає цих негативних факторів, то банківська система їй нічим не допоможе. Комерційні банки, будучи складовою банківської системи, відчувають на собі весь спектр дії як загальноекономічної ...
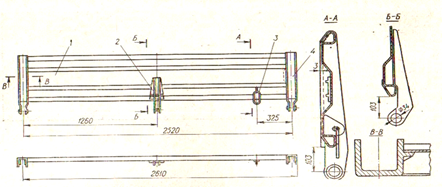
... , (3.16) де – коефіцієнт, який враховує норму допоміжної площі,= 0,1. м2. Загальна площа цеху , м2, . (3.17) м2. Питома вага загальної площі цеху на один відремонтований вагон , м2/ваг, . (3.18) м2/ваг. 3.4 Синхронізація технологічного процесу ремонту платформи на потоковій лінії Незмінною умовою надійності роботи потокової лінії є стабільність її ритму, що досягається ...
... ідних і дослідно-конструкторських робіт (НДДКР). Багато промислових підприємств одночасно виступають в ролі виготовлювача нової техніки і в ролі споживача результатів НТП . 1.4 Роль і значення НТП в економіці і суспільстві Вирішальний вплив НТП на економічний і соціальний розвиток пояснюється передовсім такими обставинами: 1. Використання в промисловому виробництві нової техніки, технолог ...
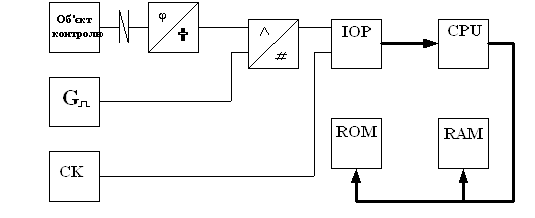
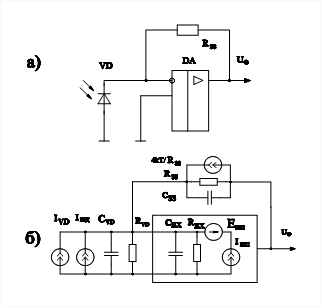
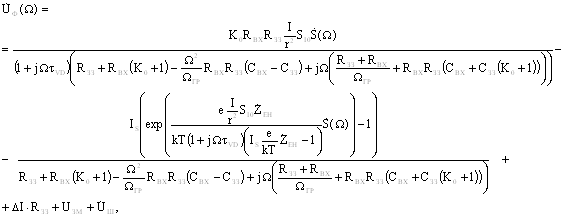
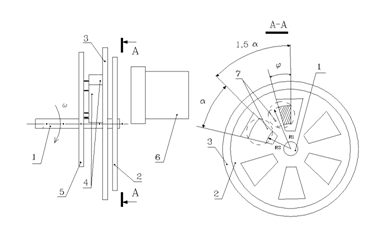
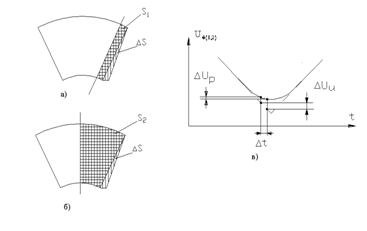
... дипломного проекту. Рисунок 3.1 – Схема електрична структурна пристрою контролю середнього значення кутової швидкості 4. Розробка принципової схеми комп’ютеризованої вимірювальної системи параметрів електричних машин з газомагнітним підвісом 4.1 Аналіз лінійного фотоприймача Фотоелектричні перетворювачі площа-напруга (ППН) використовуються у багатьох пристроях, таких як перетворювач ...
0 комментариев