Розрахунок оптимального розміру партій деталей
Розрахунок вартості основних фондів дільниці
Організаційний план
Визначення чисельності робітників
Розрахунок кількості службовців
Розрахунок річного фонду оплати праці допоміжних робітників
Розрахунок річного фонду оплати праці службовців
Фонд оплати праці працюючих на дільниці
Організація керування ділянкою з допомогою АСУ
Витрати на допоміжних робочих по обслуговуванню обладнання (чергових, ремонтників, слюсарів, наладчиків) з відрахуванням на соціальне страхування
Витрати на допоміжні матеріали
Калькуляція собівартості деталі
Приріст продуктивності праці за рахунок кращого використання робочого часу робочого
Навигация
Розрахунок оптимального розміру партій деталей
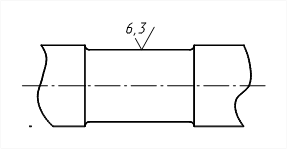
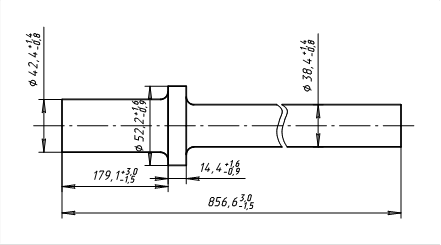
Розрахунок собівартості деталі "Перехідник"
36243
знака
17
таблиц
1
изображение
2.1.2 Розрахунок оптимального розміру партій деталей
У серійному виробництві деталі в обробку запускаються партіями. Нормативний розрахунковий розмір партії в механічних цехах можна визначити за формулою
 (2.4)
(2.4)
де nРОЗ.MIN- розрахунковий розмір партії, шт.;
Тпз. - підготовчо-заключний час ведучої операції, хв.;
Тшт.- штучна норма часу ведучої операції, хв.
а – коефіцієнт допустимих витрат на переналагодження, а = 0,05-0,06.
Визначаємо, скільки разів на місяць ця партія запускається у виробництво
 (2.5)
(2.5)
де Nм – місячна програма випуску деталей, шт.
![]()
приймаємо 6
 (2.6)
(2.6)
де Nпп=30000 програма випуску деталей, шт.
![]()
Визначаємо коректований розмір партії деталей за формулою
 (2.7)
(2.7)
2.1.3 Норма штучно-калькуляційного часу визначається за формулою для кожної операції
 (2.8)
(2.8)
![]()
Результати розрахунків заносимо у таблицю 2.1
Таблиця 2.1 – Норма штучно-калькуляційного часу| № з/п | Найменування операції | Тшт, хв. | Тпз, хв. | Пкор., шт. | Тшт.к., хв. |
| 005 | Токарна | 0,98 | 17 | 416 | 1,02 |
| 010 | Токарна з ЧПК | 6,07 | 24 | 416 | 6,13 |
| 015 | Токарна з ЧПК | 4,5 | 24 | 416 | 4,56 |
| 020 | Зубо-фрезерна | 3,2 | 15 | 416 | 3,24 |
| 025 | Токарно-револьверна | 2,01 | 21 | 416 | 2,06 |
| Всього | 16,76 | ––– | ––– | 17,01 |
2.1.4 Розрахунок трудомісткості приведеного випуску
Трудомісткість приведеної програми визначається за формулою
 (2.9)
(2.9)

2.2 Розрахунок необхідної кількості обладнання і коефіцієнту його завантаження
У серійному виробництві розрахунок необхідної кількості обладнання ведуть по кожному типорозміру верстатів за формулою
 (2.10)
(2.10)
де Срозр.- розрахункова кількість верстатів, шт.;
Тшт.к. – норма штучно-калькуляційного часу на одиницю виробу по даному типу верстатів, хв.;
Nпр.- приведена програма;
Квн.– запланований коефіцієнт виконання норм, для верстатів з ЧПК, Квн.= 1, для всіх інших Квн.= 1,05.

приймаємо ![]()

приймаємо ![]()

приймаємо ![]()

приймаємо ![]()

приймаємо ![]()
Коефіцієнт завантаження по кожному типу визначають за формулою
 (2.11)
(2.11)
Середній коефіцієнт завантаження обладнання по дільниці визначається за формулою
 (2.12)
(2.12)
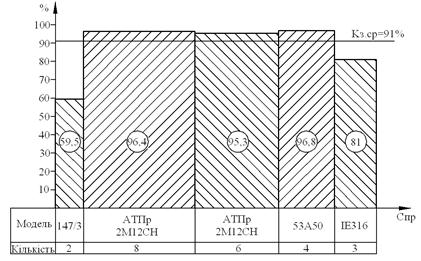
Результати розрахунків заносимо у таблицю 2.2
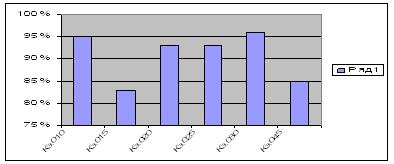
Таблиця 2.2 – Завантаження обладнання по операціях тех. процесу.
| № з/п | Модель обладнання | Тшт.к., хв. | Кількість обладнання | Кз. | |
| Срозр. | Спр. | ||||
| 1 | 1Г325 | 1,02 | 1,19 | 2 | 0,595 |
| 2 | АТПр2М12СН | 6,13 | 7,71 | 8 | 0,964 |
| 3 | МА655А | 4,56 | 5,72 | 6 | 0,953 |
| 4 | МА655А | 3,24 | 3,87 | 4 | 0,968 |
| 5 | 3М151 | 2,06 | 2,43 | 3 | 0,81 |
| Всього | 17,01 | 20,92 | 23 | 0,91 | |
Похожие работы
... Операція 040 Установку робимо в патроні з вильотом заготівлі 54 мм. Настановною базою служить раніше оброблена поверхня, тому застосовуємо "сирі" кулачки. 1.6 Проектування технологічного маршруту обробки деталі "втулка перехідна" Таблиця 1.1.6.1- Проектування технологічного маршруту обробки "Втулка перехідна" Операція перехід Зміст операції Устаткування Пристосування, допоміжний і ...
... ,735 11. Цехові витрати 2017443,285 2017443,285 12. Загальновиробничі витрати 2948570,955 2948570,955 13. Позавиробничі витрати 2805158,76 2787427 Всього 17030052,16 16976856 2.7 Розрахунок величини річного економічного ефекту Розрахуємо суму проведених витрат: - за базовим варіантом за формулою 7.1. , (7.1) де С1 – собівартість продукції при ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
... і вказівки до дипломного проектування для студентів спеціальності “Радіотехніка” /Укл. В.О.Дмитрук, В.В.Лисак, С.М.Савченко, В.І.Правда. – К.: КПІ, 1993. – 20 с. 8. Костиков В.Г., Парфенов Е.М., Шахнов В.А. Источники электропитания электронных средств. Схемотехника и конструирование: Учебник для вузов. – 2-е изд. – М.: Горячая линия – Телеком, 2001. – 344 с.: ил. 9. Перельман Б.Л. ...
0 комментариев