Розрахунок оптимального розміру партій деталей
Розрахунок вартості основних фондів дільниці
Організаційний план
Визначення чисельності робітників
Розрахунок кількості службовців
Розрахунок річного фонду оплати праці допоміжних робітників
Розрахунок річного фонду оплати праці службовців
Фонд оплати праці працюючих на дільниці
Організація керування ділянкою з допомогою АСУ
Витрати на допоміжних робочих по обслуговуванню обладнання (чергових, ремонтників, слюсарів, наладчиків) з відрахуванням на соціальне страхування
Витрати на допоміжні матеріали
Калькуляція собівартості деталі
Приріст продуктивності праці за рахунок кращого використання робочого часу робочого
Навигация
Організаційний план
Розрахунок собівартості деталі "Перехідник"
36243
знака
17
таблиц
1
изображение
3. Організаційний план
3.1 Розрахунок тривалості і технологічного циклу
Тривалість технологічного циклу обробки партії деталей залежить від вибору виду руху деталей серійному типові виробництва відповідає паралельно-послідовний вид руху деталі.
Вихідні дані визначають серійний тип виробництва.
Тривалість технологічного циклу при паралельно-послідовному русі деталей розраховується за формулою
![]() (3.1)
(3.1)
де nКОР – оптимальна величина партії деталі;
Т к - тривалість кінцевої операції тех. процесу, хв., Т к 2,01 хв.
![]() (3.2)
(3.2)
де ТБ – ТМ – тривалість більшої і меншої при порівнянні двох суміжних операцій, хв.;
S – величина зміщення, тобто проміжок часу до початку обробки першої базової деталі в партії на наступній, більш короткій за часом суміжній операції.
![]()
![]()
![]()
Тривалість технологічного циклу при паралельно-послідовному русі деталей розраховується за формулою
![]()
Тривалість технологічного циклу для оперативного планування виражається в робочих днях

![]() (3.3)
(3.3)

3.2 Визначення періодичності запуску-випуску партії деталей
Періодичність запуску-випуску деталей називається інтервалом часу між двома послідовними (суміжними) запусками-випусками деталей одного найменування. Ритмічність для оперативно-виробничого планування в серійному виробництві визначається за формулою
 (3.4)
(3.4)
де NДЕН. – середньоденний випуск деталей, визначається за формулою
 (3.5)
(3.5)
де Д – кількість робочих днів року.

3.3 Визначення нормативних величин циклових запасів
Цикловий запас ZЦ на кожен робочий день визначається за формулою
 (3.6)
(3.6)
3.4 Організація багатоверстатного обслуговування
Багатоверстатне обслуговування застосовується на верстатах з тривалим машинно-автоматичним часом, за умови якщо їх кількість на проектній дільниці дорівнює або більше двох.
Норма багатоверстатного обслуговування, тобто кількість верстатів, що обслуговується одним робочим, визначається за формулою
 (3.7)
(3.7)
де Тм.с. – вільний машинний час у циклі обробки деталі, хв.;
Кд. – коефіцієнт, що враховує мікропаузи в роботі (див. додаток 2),
Кд = 0,9;
Тзайн. – час зайнятості, хв.
Вільний машинний час визначається за формулою
![]() (3.8)
(3.8)
![]() (3.9)
(3.9)
де Тмаш.- машинний час на операцію, хв.;
Тдоп.- допоміжний час на операцію, хв.;
![]() (3.10)
(3.10)
де Тспост.- час активного спостереження за роботою, хв.;
Тпер. – час переходу від верстату до верстату, Тпер.= 0,14...0,25 хв.
 (3.11)
(3.11)
Штучна норма часу при багатоверстатному обслуговуванні визначається за формулою
 (3.12)
(3.12)
де Кс. – коефіцієнт спів падання в часі обслуговування кількох верстатів
tТЕХ. - % технічного обслуговування робочого місця;
tВІДП. - % на відпочинок і власні потреби;
tОРГ. - % організаційного обслуговування на робочих місцях;
Операція 010-Токарна з ЧПК
![]()

![]()
![]()

т.к. ![]() ,
, ![]()

Операція 015-Токарна з ЧПК
![]()
![]()
![]()
т.к. ![]() ,
, ![]()

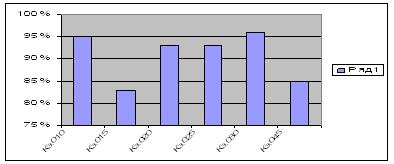
На одну з операцій побудуємо циклограму багатоверстатного обслуговування:
Похожие работы
... Операція 040 Установку робимо в патроні з вильотом заготівлі 54 мм. Настановною базою служить раніше оброблена поверхня, тому застосовуємо "сирі" кулачки. 1.6 Проектування технологічного маршруту обробки деталі "втулка перехідна" Таблиця 1.1.6.1- Проектування технологічного маршруту обробки "Втулка перехідна" Операція перехід Зміст операції Устаткування Пристосування, допоміжний і ...
... ,735 11. Цехові витрати 2017443,285 2017443,285 12. Загальновиробничі витрати 2948570,955 2948570,955 13. Позавиробничі витрати 2805158,76 2787427 Всього 17030052,16 16976856 2.7 Розрахунок величини річного економічного ефекту Розрахуємо суму проведених витрат: - за базовим варіантом за формулою 7.1. , (7.1) де С1 – собівартість продукції при ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
... і вказівки до дипломного проектування для студентів спеціальності “Радіотехніка” /Укл. В.О.Дмитрук, В.В.Лисак, С.М.Савченко, В.І.Правда. – К.: КПІ, 1993. – 20 с. 8. Костиков В.Г., Парфенов Е.М., Шахнов В.А. Источники электропитания электронных средств. Схемотехника и конструирование: Учебник для вузов. – 2-е изд. – М.: Горячая линия – Телеком, 2001. – 344 с.: ил. 9. Перельман Б.Л. ...
0 комментариев