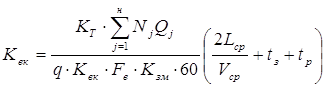
Розрахунок оптимального розміру партій деталей
Розрахунок вартості основних фондів дільниці
Організаційний план
Визначення чисельності робітників
Розрахунок кількості службовців
Розрахунок річного фонду оплати праці допоміжних робітників
Розрахунок річного фонду оплати праці службовців
Фонд оплати праці працюючих на дільниці
Організація керування ділянкою з допомогою АСУ
Витрати на допоміжних робочих по обслуговуванню обладнання (чергових, ремонтників, слюсарів, наладчиків) з відрахуванням на соціальне страхування
Витрати на допоміжні матеріали
Калькуляція собівартості деталі
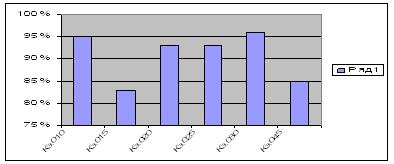
Приріст продуктивності праці за рахунок кращого використання робочого часу робочого
Навигация
Фонд оплати праці працюючих на дільниці
Розрахунок собівартості деталі "Перехідник"
36243
знака
17
таблиц
1
изображение
3.6.4 Фонд оплати праці працюючих на дільниці
Зводимо розрахунки фондів оплати праці з працюючих на дільниці в таблицю 3.8
Таблиця 3.8 – Зведена відомість фонду оплати праці працюючих на дільниці
| Наймену- вання працюючих | Кіль-кість | ФЗПОСН грн. | ФЗПДОП грн. | ФОП, грн. | Середньо- місячна заробітна плата, грн. | Відраху- вання на соц. страху- вання, грн. |
| Основні | 28 | 326723 | 179697 | 506420 | 1507 | 189907 |
| Допоміжні | 18 | 158841 | 83250 | 242091 | 1118 | 90784 |
| Службовці | 6 | 68640 | 27456 | 96096 | 1334 | 36036 |
| Всього | 52 | 554204 | 290403 | 844607 | 1353 | 316727 |
3.7 Система планово–попереджувального обслуговування робочих місць
Планова задача ППОРМ – здійснення попередньої підготовки, комплектації і поставки на робочі місця предметів і засобів праці до початку робочої зміни і впродовж зміни без участі основних робітників.
1 Планування процесу обслуговування забезпечується чіткою організацією планування, регламентацією роботи обслуговування персоналу відповідно до посадових обов'язків і особливо до режиму основного виробництва.
2 Активно-попереджувальний характер обслуговування означає своєчасну підготовку робіт за завданням: зокрема, систематичний контроль за наявністю матеріалів, заготівок, що комплектують на цехових складах у розмірі встановлених нормативних запасів.
3 Комплексний характер обслуговування означає забезпечення робітників всім необхідним для роботи: заготівками, що комплектують, пристосуваннями, інструментом, забезпеченням придатним до роботи устаткуванням, сучасною і своєчасною здачею готової продукції і прибирання відходів.
Ефективно система ППОРМ функціонує при виконанні наступних умов:
— забезпечення своєчасною подачею змінного завдання службі підготовки і заборона їх зміни.
— наявність післяопераційна технологічного процесу з розрахунком по кожній операції всього необхідного для її виконання оснащення.
— проведення періодичної звірки технології з виготовленням на робочому місці.
— всі оснащення, які видаються на робочому місці, з мінімальними витратами часу.
— забезпечення оптимального розміщення допоміжних служб по відношенню до виробничих ділянок.
— упровадження централізованого заточування інструменту.
— упровадження централізованої настройки різцевих блоків для верстатів з ЧПК.
Відповідність оснащення, внесеного в операційні карти і використаного в роботі, забезпечується періодичними порівняннями технологій виробництва на робочому місці. Підтримка в цехах необхідного числа інструменту забезпечується системою поставки з ЦІС без додаткових заявок відповідно до ліміту і оборотного фонду.
ППОРМ пристосуваннями забезпечується робітниками, які готують оснащення. Пристосування і штампи, які знаходяться в експлуатації, зберігаються на спеціальних стелажах. Пристосування, які не використовуються часто, знаходяться на складах.
3.8 Вибір і обґрунтування міжопераційного транспорту
Внутрішній цеховий транспорт, призначений для виконання транспортних операцій у межах цеху. У свою чергу він підрозділяється на міжопераційний і цеховий. Основне призначення міжопераційного транспорту – це забезпечення зв'язку між окремими робочими місцями.
Вибір виду транспорту залежить від типу організації виробництва, від габаритів і маси виробу.
Якщо габарити деталі не вимагають спеціальної тари, то як міжопераційний транспорт використовують візки, кількість яких залежить від умов виробництва.
У даних умовах кількість візків повинна бути не менше 24 одиниць.
3.9 Система заходів по забезпеченню якості продукції
Якість – сукупність характеристики товару, що відносяться до його здатності задовольняти встановлені і пропоновані потреби.
Необхідність підвищення якості в сучасних умовах диктується такими умовами, як:
— потребою НТП;
— зміною характеру споживання населення;
— підвищенням значення матеріального стимулювання;
— розвитком зовнішньої торгівлі.
Існує декілька методів оцінки якості продукції: об'єктивний, органометричний, розрахунковий. В умовах виробництва, яке розглядається, використовують лише об'єктивний метод, до якого відносяться реєстраційний і вимірювальний.
Реєстраційний – здійснюється на основі використовування теоретичної або емпіричної залежності показника якості від параметра продукції.
Вимірювальний – здійснюється на основі технічних засобів контролю. При контролі деталі-представника в даних умовах виробництва в більшості випадків використовують наступні: калібри, штангенциркулі, скоби та ін.
На ділянці виготовлення деталі використовується новий контроль якості. Він призначений для перевірки деталей і збірної одиниці в процесі їх виготовлення. Здійснює його відділ технічного контролю цехів. В процесі реалізації проводиться ряд робіт виробничим і контрольним майстром, організовує роботу працівників по обов'язковому виконанню вимог технічних операційних карт і технічних умов по виготовленню деталей. Перед початком перевірки, контролер на робочому місці звіряє відповідність оснащення, яка вказана в технологи тієї, яка знаходиться на робочому місці. За результатами перевірки впродовж зміни і по перевіреній першій деталі здійснюють оформлення нарядів.
Встановлений режим роботи. Система стандартизації передбачає міжнародний стандарт ISO 9000, міждержавний стандарт ГОСТ, державний
стандарт України ДСТУ, галузевий стандарт ОСТУ, стандарти підприємств СТП, технічні умови ТУ.
Стандарти встановлюють показники якості для конкретної продукції, норми, правила і ін.
Похожие работы
... Операція 040 Установку робимо в патроні з вильотом заготівлі 54 мм. Настановною базою служить раніше оброблена поверхня, тому застосовуємо "сирі" кулачки. 1.6 Проектування технологічного маршруту обробки деталі "втулка перехідна" Таблиця 1.1.6.1- Проектування технологічного маршруту обробки "Втулка перехідна" Операція перехід Зміст операції Устаткування Пристосування, допоміжний і ...
... ,735 11. Цехові витрати 2017443,285 2017443,285 12. Загальновиробничі витрати 2948570,955 2948570,955 13. Позавиробничі витрати 2805158,76 2787427 Всього 17030052,16 16976856 2.7 Розрахунок величини річного економічного ефекту Розрахуємо суму проведених витрат: - за базовим варіантом за формулою 7.1. , (7.1) де С1 – собівартість продукції при ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
... і вказівки до дипломного проектування для студентів спеціальності “Радіотехніка” /Укл. В.О.Дмитрук, В.В.Лисак, С.М.Савченко, В.І.Правда. – К.: КПІ, 1993. – 20 с. 8. Костиков В.Г., Парфенов Е.М., Шахнов В.А. Источники электропитания электронных средств. Схемотехника и конструирование: Учебник для вузов. – 2-е изд. – М.: Горячая линия – Телеком, 2001. – 344 с.: ил. 9. Перельман Б.Л. ...
0 комментариев