Навигация
Расчет основных параметров поточной линии по изготовлению детали
26289
знаков
6
таблиц
0
изображений
2. Расчет основных параметров поточной линии по изготовлению детали
2.1. Расчет потребности в оборудовании
Количество рабочих мест (оборудования) по каждой операции рассчитывать по формуле
![]() (3)
(3)
где Срі; - расчетное количество рабочих мест на і - ой операции;
tшт.і; - норма штучного времени на і - ой операции, мин.
СР1=2,08/0, 9527 = 2, 1833; СР5=1,48/0, 9527 = 1, 5535;
СР2=0, 83/0, 9527 = 0, 8712; СР6=2,13/0,9527 = 2, 2358;
СРЗ=1,26/0, 9527 = 1, 3226; СР7=1,72/0,9527 = 1, 8054;
Ср4=1,23/ 0, 9527 = 1, 2911; СР8=1,59/0, 9527 = 1, 6689
Принятое количество рабочих мест Спр.і равно расчетному, округленному до ближайшего целого числа, с учетом перегрузки не более 5 %
СР1=1;3 Ср5=1;2
Ср2=1;1 Ср6=1;3
Ср3=1;2 Ср7=1;2
СР4=1; 2 Ср8=1.2
Коэффициент загрузки рабочих мест определяются отношением их расчетного количества к принятому:
К1=2,1833/3=0,7278 К5=1,5535/2=0,77675
К2=0,8712/1=0,8712 К6=52,2358/3=0,7453
К3=1,3226/2=0,6613 К7=61,8054/2=0,9027
К4=1,2911/2=0,64555 К8=1,6689/2=0,83445
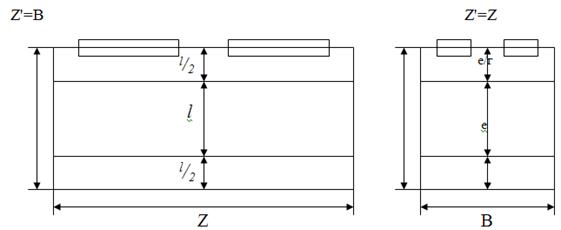
2.2. Расчет линейных заделов
Непрерывность и ритм поточной линии поддерживаются заделами. Линейные заделы (технологический, транспортный, страховой) рассчитываются следующим образом.
Технологический задел - это количество деталей находящихся непосредственно на рабочих местах в процессе обработки (сборки, контроля) и установленных в приспособлении станков.
Он рассчитывается по формуле
при штучной передаче
![]() (5)
(5)
где m- число операций на линии;
Спр - принятое число рабочих мест на каждой операции.
Zmexн =8
Транспортный задел - это количество деталей, которые находятся в процессе передачи с одной операции на другую. Величина задела определяется в зависимости от способов передачи предметов труда.
При поштучной передаче
 (6)
(6)
Страховой задел Zстр принимается в размере 15% сменного выпуска деталей.
0,15х(238600/771)=46,42
Zстр=0,15* (79200/257)=46,22
2.3. Выбор периода обслуживания рабочих мест
Совмещение профессий, с целью более полной загрузки рабочих поточной линии и допускается не только на смежных, но и на несмежных операциях.
Обслуживание рабочих мест совместителями на прямоточной линии организовать в течение такта, как правило, невозможно. Поэтому устанавливается более длительный период обслуживания - Побс. в зависимости от массы детали и продолжительности ее обработки. В курсовой работе период обслуживания составляет длительность смены, т.е. Побс = 480 мин.
2.4. Расчет коэффициента использования недогруженного рабочего места
После выбора периода обслуживания определяются коэффициент
использования недогруженного рабочего места и время его работы в течение принятого периода обслуживания. Коэффициент использования недогруженного рабочего места Кзаг равен числу, стоящему после запятой в дробной величине Срі; и выражается в процентах. Так, на первой операции Ср =3 - одно рабочее место будет загружено на 100 и второе на 100%, а третье на 18,33. На остальных операциях коэффициенты рассчитывается аналогично.
2.5. Расчет времени работы недогруженного рабочего места
Время работы недогруженного рабочего места на протяжении периода обслуживания определяется по формуле
 (7)
(7)
где Побсл. - период обслуживания;
2.6. Составление стандарт - плана работы поточной линии
На основании приведенных выше расчетов строится график работы прямоточной линии в форме приведенной ниже таблицы 1.
Таблица 1. - Построение стандарт - плана работы линии
| Операция | Трудоемкость, мин | Кол-во оборудования, ед. | Коэф. загрузки оборудов-ия % | Время работы недогруженного раб. места | Период обслуживания, обслуживание линии П=480 мин. | ||||||||||
| По расчету Ср | Принятое | 60 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||||||
| 1. Фрезерная | 2,08 | 2,1833 | 3 | 100 100 18,33 | 48Д 48Д 87,984 | ||||||||||
| 2. Сверлильная | 0,83 | 0,8712 | 1 | 87,12 | 418,176 | ||||||||||
| 3. Фрезерная | 1,26 | 1,3226 | 2 | 100 32,26 | 100 154,848 | ||||||||||
| 4. Фрезерная | 1,23 | 1,2911 | 2 | 100 29,11 | 100 139,728 | ||||||||||
| 5. Расточная | 1,48 | 1,5535 | 2 | 100 55,35 | 100 265,68 | ||||||||||
| 6. Расточная | 2,13 | 2,2358 | 3 | 100 23,58 | 100 100 113,184 | ||||||||||
| 7. Сверлильная | 1,72 | 1,8054 | 2 | 100 80,54 | 100 386,592 | ||||||||||
| 8. Сверлильная | 1,59 | 1,6689 | 2 | 100 66,89 | 100 321,072 | ||||||||||
Похожие работы
... педагогов не находил применения в школах. Все это являлось закономерным следствием тех конкретно-исторических условий, которые сложились в школьной практике 60–70-х гг.2. Организация учебно-воспитательного процесса в школе: опыт, проблемы В условиях осуществления всеобщего среднего образования социальная роль школы должна была измениться. В идеале средняя школа теперь предназначалась для того ...
... как для внутренних, так и для внешних аналитиков кругу параметров. Определение состава оценочных показателей является важной проблемой методического обеспечения оценки инновационного потенциала предприятия. Объективность оценки величины инновационного потенциала предприятия может быть обеспечена лишь при правильном выборе системы показателей, позволяющих в комплексе характеризовать потенциал по ...

... использования активов предприятия. В 2008 г. на предприятии была получена прибыль. Такая тенденция является свидетельством улучшения производственно- хозяйственной деятельности предприятия и его финансового состояния в целом. В заключение необходимо добавить, что в целях достижения высоких результатов деятельности предприятия руководству необходимо разработать мероприятия, направленные на ...

... сам процесс воздействия. Определив объект управления (производственный процесс), остановимся на самом процессе воздействия - на "механизме", "технологии" управлении качеством. Раздел 2. Анализ качества и конкурентоспособности продукции на предприятии ЧП ППП "ИСО-Энерготехнологии" 2.1 Организационно-экономическая характеристика предприятия ЧП ППП "ИСО-Энерготехнологии Частное предприятие ...
0 комментариев