Сущность, содержание организации и нормирования труда
Структура трудового процесса. Операция и ее элементы
Нормы труда и их классификация. Виды норм труда[1]
Методы изучения затрат рабочего времени и виды наблюдений
Хронометраж
Изучение затрат рабочего времени методом моментных наблюдений
Определим явочную численность рабочих до и после разделения труда
Определяется время цикла в расчете на одну обработанную деталь (данные п. 11 делятся на данные п.12)
Навигация
Структура трудового процесса. Операция и ее элементы
Организация и нормирование труда
166312
знаков
29
таблиц
18
изображений
2.2 Структура трудового процесса. Операция и ее элементы
Для целей организации и нормирования труда трудовой процесс делится на отдельные части: операции и комплексы операций.
Операцией называется часть трудового процесса, выполняемая одним или группой рабочих на одном рабочем месте над одним предметом труда. Операция является основной единицей разделения труда и характеризуется постоянством предмета труда, рабочего места и исполнителей. Перемена хотя бы одного из этих признаков означает завершение одной операции и начало другой.
Одна и та же работа может быть представлена различным числом операций. Если, например, необходимо обточить валик, просверлить продольное отверстие, нарезать в нем внутреннюю резьбу и все это выполняется одним рабочим на одном станке, то это будет одна операция. Если обточка, сверление и нарезка резьбы производятся на разных станках, то это будут три операции.
Если деление трудового процесса на регулярно повторяющиеся операции невозможно ли нецелесообразно, объектом изучения может стать комплекс операций. Признаками комплекса операций служат постоянство рабочего места, изделия и исполнителей: например, ремонт сложного механизма комплексной бригадой рабочих.
Операции расчленяются на отдельные элементы по технологическому и трудовому признакам (рис. 2).
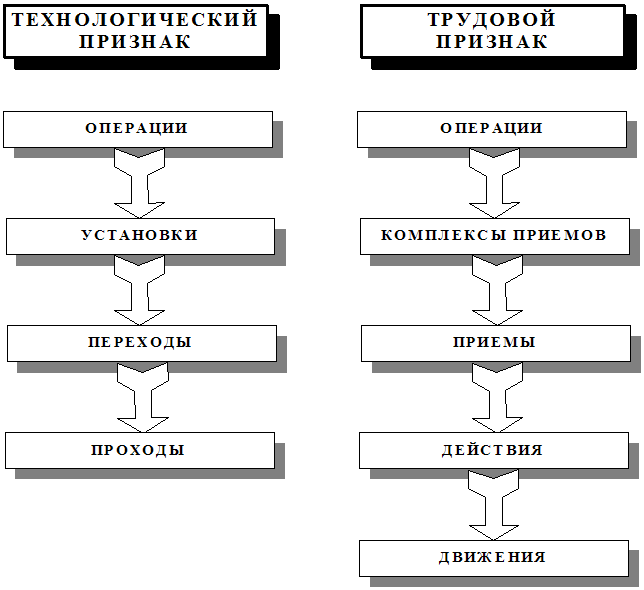
Рис. 2. Структура операции по технологическому и трудовому признакам
По технологическим признакам операции делятся на переходы (фазы), установки, проходы.
Технологический переход - законченная технологически однородная часть операции, выполняемая при одном режиме работы оборудования и неизменном инструменте. Технологические переходы включают проходы, которые представляют собой повторяющиеся одинаковые части перехода, связанные со снятием одного слоя материала с обрабатываемого изделия.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением предмета труда, но необходимы для выполнения технологического перехода (например, установка заготовки, смена инструмента и т.д.).
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождающаяся изменением ее свойств.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождающаяся изменением ее свойств, но необходимого для выполнения рабочего хода.
Позиция – фиксированное положение, занимаемое закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Установка – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или сборочной единицы. Одна установка может содержать в себе один или несколько переходов.
Деление операции по технологическому признаку дополняется ее делением по трудовому признаку.
Трудовое движение представляет собой однократное перемещение рук, ног, корпуса рабочего в процессе труда.
Трудовое действие – это совокупность трудовых движений, выполняемых непрерывно и имеющих частное целевое назначение.
Трудовым приемом называют совокупность трудовых действий, объединенных одним целевым назначением и представляющих собой законченную элементарную работу.
Комплекс трудовых приемов – это их совокупность, объединенная либо по технологической последовательности, либо по общности факторов, влияющих на время выполнения.
Многообразие видов трудовой деятельности, организационно-технических условий, в которых она осуществляется, и факторов, влияющих на величину затрат рабочего времени, обусловливают применение различных видов норм труда. Для изучения их влияния на величину затрат труда и обоснования норм по каждой группе факторов применяются различные методы и виды наблюдений, содержание которых рассматривается ниже.
Термины и понятия
| Производственный процесс | Вспомогательный переход |
| Технологический процесс | Рабочий ход |
| Трудовой процесс | Трудовое движение |
| Операция | Трудовое действие |
| Технологический переход | Трудовой прием |
| Проход | Комплекс трудовых приемов |
1. В чем единство и отличие трудового и технологического процессов?
2. Чем отличаются машинные, машинно-ручные и автоматизированные процессы?
3. В каких отраслях преобладают аппаратурные процессы?
4. Какая часть трудового процесса называется операцией?
5. Опишите структуру операции по технологическому и трудовому признакам.
3. Рационализация трудовых процессов на основе изучения затрат рабочего времени
3.1 Структура и классификация затрат рабочего времени
Организация труда на надлежащем уровне предполагает изучение трудовых процессов с целью определения фактических затрат времени на выполнение элементов операций и установления структуры этих затрат на протяжении рабочей смены или ее части.
Для установления структуры затрат рабочее время классифицируется, т.е. подразделяется на отдельные категории по характерным признакам.
Рабочее время – это установленная законодательством продолжительность рабочего дня, рабочей недели. Для производств с нормальными условиями труда оно составляет 8 часов в смену при 40-часовой рабочей неделе [2]. Вместе с тем, под рабочим временем понимается период, в течение которого работник находится на предприятии в связи с выполнением им работы.
Время работы – время, в течение которого рабочий производит действия, направленные на осуществление трудового процесса. Оно подразделяется на время работы по выполнению производственного задания и время работы, не предусмотренной выполнением производственного задания.
Время работы по выполнению производственного задания (РЗ) – время, которое рабочий затрачивает на подготовку и непосредственное выполнение определенного задания. Оно расчленяется на подготовительно-заключительное время, оперативное время и время на обслуживание рабочего места.
Подготовительно-заключительное время (ПЗ) рабочий (или бригада) затрачивает на ознакомление с порученной работой, на подготовку себя и средств производства к выполнению этой работы, а также на действия, связанные с ее завершением.
Величина подготовительно-заключительного времени не зависит от объема работы, выполняемой по данному заданию. Наибольший удельный вес подготовительно-заключительное время занимает в единичном и мелкосерийном производствах, где задания часто меняются. В массовом и крупносерийном производстве длительное время выполняется одна и та же работа; величина подготовительно-заключительного времени, приходящегося на единицу продукции, незначительна. Поэтому при установлении норм оно, как правило, не учитывается.
Оперативное время (ОП) затрачивается на непосредственное выполнение заданной работы – изменение формы, размеров и свойств продукта или его положения в пространстве, а также на выполнение вспомогательных действий, способствующих этим изменениям. Оно делится на основное и вспомогательное.
Основное время (О) – время, в течение которого предмет труда претерпевает изменения. В металлообрабатывающей промышленности, например, к основному относится время непосредственной обработки детали на станке. В аппаратурных процессах (металлургия, химическая промышленность, энергетика) к основному времени относится время ввода и вывода реагентов и побочных продуктов, время активного наблюдения за ходом процесса и его регулировки, время ведения контрольно-учетных записей.
Вспомогательное время (В) затрачивается на действия, необходимые для осуществления основной работы (установка и снятие детали, включение и выключение станка).
По характеру участия рабочего в выполнении трудового процесса время оперативной работы подразделяется на время ручной работы, когда не применяются машины и механизмы, время машинно-ручной работы, когда она выполняется при помощи ручных механизмов или машинами при непосредственном участии рабочего, и время наблюдения за процессом.
В течение времени активного наблюдения (А) за работой оборудования рабочий следит за ходом технологического процесса, за соблюдением заданных параметров или работой оборудования.
Временем пассивного наблюдения (Пас) называется период, в течение которого нет необходимости постоянно наблюдать за работой оборудования или технологическим процессом, но рабочий осуществляет его из-за отсутствия другой работы.
Временем обслуживания рабочего места (Об) называется время, которое затрачивается рабочим на поддержание рабочего места в состоянии, обеспечивающем производительную работу в течение рабочей смены. Оно разделяется на время технического и организационного обслуживания.
Время технического обслуживания (Тех) используется на уход за рабочим местом и входящим в его состав оборудованием. В него входят затраты времени на замену изношенного инструмента, наладку оборудования, на доведение раствора до нужной концентрации и т.д.
Время организационного обслуживания (Орг) включает затраты времени на поддержание рабочего места в рабочем состоянии в течение смены безотносительно к конкретно выполняемой работе. К нему относится время на прием и сдачу смены, на раскладывание в начале и уборку в конце смены инструмента, на чистку и смазку оборудования, на перемещение в пределах рабочего места тары с заготовками или готовой продукции и т.д.
Время работы, не предусмотренной выполнением производственного задания (НЗ) – это время выполнения случайной работы и время непроизводительной работы.
Случайная работа (СР) не предусмотрена производственным заданием, но вызвана производственной необходимостью (например, отвозка ящиков с готовой продукцией вместо отсутствующего вспомогательного рабочего).
Непроизводительная работа (НР) не дает прироста продукции или улучшения ее качества (например, снятие с заготовки излишнего припуска при механической обработке, устранение брака).
Время перерывов (П) – время, в течение которого рабочий не работает. Перерывы могут быть регламентированные и нерегламентированные.
Регламентированные перерывы (ПР) включают время перерывов, установленных технологией и организацией производственного процесса, а также время отдыха и личных надобностей рабочего.
Время перерывов, предусмотренных технологией и организацией производственного процесса (ПТ), включает перерывы, вызванные спецификой протекания технологического процесса (например, перерыв в работе машиниста крана при установке монтажниками конструкций поднятой детали; перерыв в работе машиниста трубоукладчика при сварке установленной трубы сварщиками и т.п.).
Время на отдых и личные надобности (Отл) используется рабочим для отдыха в целях поддержания нормальной работоспособности и предупреждения утомления, а также на личную гигиену и естественные надобности.
Время нерегламентированных перерывов (ПН) включает перерывы, связанные с нарушением нормального течения производственного процесса, а также перерывы, вызванные нарушением трудовой дисциплины.
Перерывы, вызванные нарушением течения производственного процесса (ПНТ), происходят по организационно-техническим причинам и возникают из-за недостатков в организации производства и труда: неисправности оборудования, перебоев в подаче материалов, энергии и т.д.
Перерывы, вызванные нарушением трудовой дисциплины (ПНД), включают опоздания, самовольные отлучки с рабочего места, преждевременный уход с работы, посторонние разговоры и другие потери рабочего времени, связанные с нарушением правил внутреннего распорядка.
К нормируемым затратам относятся затраты времени, необходимые для выполнения заданной работы; они включаются в норму времени. Сюда относятся подготовительно-заключительное время, время оперативной работы (основной и вспомогательной), время обслуживания рабочего места, время регламентированных перерывов.
К ненормируемым затратам относятся затраты времени на выполнение случайной и непроизводительной работы, нерегламентированные перерывы. Ненормируемые затраты времени в норму времени не включаются. Они являются прямыми потерями рабочего времени.
Время использования оборудования делится на время работы оборудования и время перерывов в работе оборудования.
Время работы оборудования – время, в течение которого оборудование действует. Оно подразделяется на время работы оборудования по выполнению производственного задания, или оперативное время, и время работы оборудования, не предусмотренное выполнением производственного задания.
Время работы оборудования по выполнению производственного задания делится на основное и вспомогательное.
В течение основного времени совершается процесс обработки (переработки) предмета труда и автоматический ввод его в обработку.
Основное время бывает машинным (аппаратурным), когда рабочий наблюдает и регулирует работу оборудования, и машинно-ручным, когда наряду с машинным необходим и ручной труд.
Вспомогательное время включает время действий, необходимых для выполнения основной работы, не перекрываемое машинным временем.
Оперативное время включает основное и вспомогательное время и делится на машинно-свободное (МС), аппаратурно-свободное (АС) время и время работы машины с участием рабочего (З).
Время, в течение которого оборудование работает без какого-либо участия работников, называется свободным машинным (аппаратурным) временем. Следует стремиться к тому, чтобы это время использовалось для многостаночного обслуживания, совмещения функций или профессий.
Время непроизводительной работы оборудования включает время работы оборудования, которое не увеличивает объем и не улучшает качество продукции (например, время работы оборудования по изготовлению забракованной при приемке продукции), а время случайной работы оборудования включает время изготовления продукции, не предусмотренной производственным заданием, но изготовление которой является производственной необходимостью.
Время перерывов в работе оборудования делится на время регламентированных и нерегламентированных перерывов.
Время регламентированных перерывов включает:
- время перерывов, связанных с подготовкой к работе и обслуживанием рабочего места;
- время перерывов, предусмотренных технологией и организацией производственного процесса;
- время перерывов на отдых и личные надобности рабочего.
Время нерегламентированных перерывов делится на время перерывов из-за нарушений нормального течения производственного процесса и на время перерывов, связанных с нарушениями трудовой дисциплины рабочим.
Для расчета норм труда существенное значение имеет деление затрат времени на перекрываемые и не перекрываемые. К перекрываемому относят время выполнения рабочим тех элементов трудового процесса, которые осуществляются в период автоматической работы оборудования.
Неперекрываемое время – это время выполнения трудовых приемов (установка заготовки, контроль качества и т.д.) при остановленном (неработающем) оборудовании и время на машинно-ручные приемы. Особенно важно учитывать перекрываемые затраты времени при выполнении операции несколькими рабочими.
При установлении норм труда и анализе затрат рабочего времени последние делятся на нормируемые и ненормируемые. К нормируемым относятся необходимые для данных конкретных условий величины затрат основного, вспомогательного времени, времени обслуживания рабочего места, на отдых и личные надобности, регламентированных перерывов по организационно-техническим причинам, подготовительно-заключительного времени. Суммарная величина этих затрат времени на единицу продукции называется штучно-калькуляционным временем tШК.
На рис. 3 представлена структура затрат рабочего времени исполнителя.
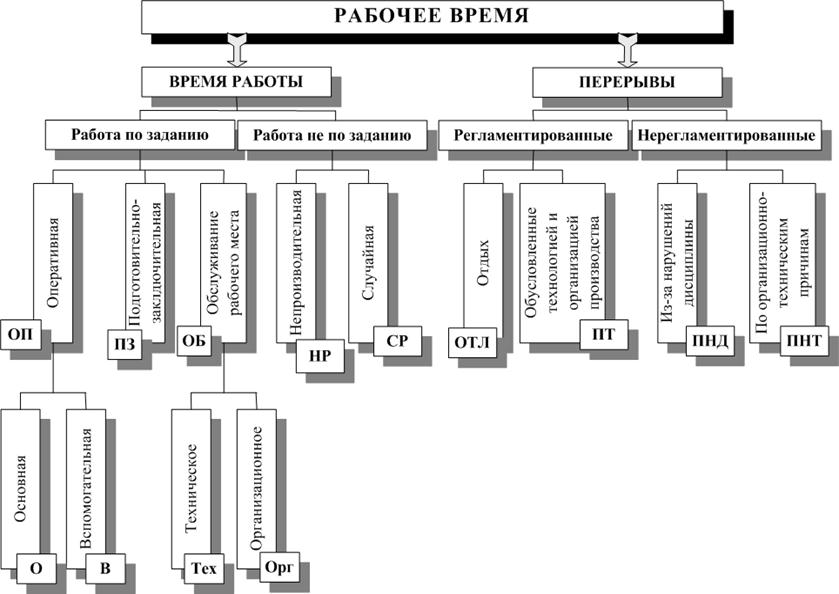 Рис. 3. Структура затрат рабочего времени исполнителя
Рис. 3. Структура затрат рабочего времени исполнителя Похожие работы
... по оплате труда. В различных организациях могут устанавливаться различные тарифные сетки, отличающиеся количеством разрядов и степенью нарастания тарифных коэффициентов. С переходом на рыночные отношения произошли существенные изменения в организации заработной платы на предприятиях. Расширены права предприятий в распределении заработанных ими средств. Государство оставляет за собой только: ...
... , угольная промышленности и т.п.). В них учтены отраслевые условия производства на предприятиях данной группы, а также специфика применяемых на них форм и методов организации труда. Межотраслевые нормативы разрабатываются и используются для нормирования труда в целом ряде отраслей хозяйства (например, единые нормы на строительно-монтажные и погрузочно-разгрузочные работы, нормативы для обработки ...
... труда. За счет рациональной организации производства и труда можно удвоить объем промышленной продукции без дополнительных капитальных вложений. Оценка современного состояния нормирования труда свидетельствует также о неудовлетворительном обеспечении предприятий и учебных заведений научно - методическими и практическими пособиями, нормативными материалами. 1. Организация труда. ...
... , специалистов и других служащих - повышенные до 10% тарифные должностные оклады. Их введение осуществляется за счет экономии фонда заработной платы, полученной коммерческой организацией в результате проведения работы по нормированию труда и снижению трудоемкости при условии фактического улучшения эффективности хозяйствования и росте производительности труда 7) от 27 июня 2007 г. № 91 «Об ...
0 комментариев