ПОНЯТИЕ ПРОИЗВОДСТВА И ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ
СОДЕРЖАНИЕ ПРОИЗВОДСТВЕННОГО МЕНЕДЖМЕНА
ПРОИЗВОДСТВЕННЫЙ ЦИКЛ И ЕГО ДЛИТЕЛЬНОСТЬ
ВИДЫ ДВИЖЕНИЯ МАТЕРИАЛЬНЫХ ПОТОКОВ
Целевые установки производственного менеджмента
ПОНЯТИЕ СТРАТЕГИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ И ИХ РАЗНОВИДНОСТИ
МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ
СОДЕРЖАНИЕ АГРЕГАТНОГО ПЛАНИРОВАНИЯ
МЕТОДЫ АГРЕГАТНОГО ПЛАНИРОВАНИЯ
ЗАДАЧИ ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ ПРОИЗВОДСТВА
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ СЕРИЙНОГО ПРОИЗВОДСТВА
ПОНЯТИЕ И ВИДЫ ПОТОЧНЫХ ПРОИЗВОДСТВ
Расчет величины транспортного задела
УКАЗАТЕЛИ ОТВЕТОВ НА ТЕСТЫ
Навигация
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ СЕРИЙНОГО ПРОИЗВОДСТВА
Производственный менеджмент
123991
знак
79
таблиц
52
изображения
6.5 ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ СЕРИЙНОГО ПРОИЗВОДСТВА
Основные характеристики
Планово-учетный период:
· квартал;
· месяц;
· сутки;
· смена.
Планово-учетная единица:
· изделие;
· комплект;
· узел, сборка;
· деталь.
Календарно-плановые нормативы (КПН):
· размеры партий (n) и ритмов (R) запуска-выпуска партий;
· длительность производственных циклов (Tц);
· опережения запуска (Оз) и выпуска (Ов) партий деталей;
· размеры заделов (Z).
Размеры партии деталей и узлов
Зависят от:
· масштабов производства
· технологических процессов
· длительности операций
· времени на переналадку
Влияют на:
· нормативную длительность цикла
· календарные опережения
· сроки запуска и выпуска
· величину незавершенного производства
Требования к определению экономически целесообразного размера партии:
· по возможности сокращать номенклатуру одновременно изготовляемых изделий;
· предусматривать параллельное изготовление тех видов продукции, которые дополняют друг друга по структуре трудоемкости;
· планируемый объем выпуска (с учетом числа рабочих дней по месяцам) должен постепенно возрастать, отражая динамику, по возможности, иметь устойчивый характер;
· размер партии изделий должен быть достаточным для обеспечения непрерывной работы рабочих в течение нескольких рабочих дней.
На практике в каждой отрасли существуют свои методы расчета размера партии деталей.
Чаще всего они основаны на соизмерении различных элементов затрат на производство: на содержание незавершенного производства (запасы материалов, деталей, сборочных единиц), переналадку оборудования, связанную со сменой партий обрабатываемых деталей.
Расчет оптимального размера партии деталей может осуществляться по следующей формуле:
![]() (шт.),
(шт.),
nj – размер партии i-й детали, шт.
N – годовая потребность в деталях, шт.
Nдн– дневная потребность в деталях, шт.
Зпз – затраты на переналадку оборудования, у.е.
Зн – годовые затраты на хранение одной детали, у.е.
P – дневная производительность оборудования, шт.
Экономически целесообразный размер партии служит основой для определения ритма запуска-выпуска партии деталей, т.е. периодичности повторения запуска или выпуска партий деталей:
![]()
где R — ритм запуска-выпуска партии;
n — размер партии;
r — среднерасчетный ритм.
Расчет длительности производственного цикла
Расчет Тц можно проводить с использованием следующих методов:
• аналитический;
• графический;
•графоаналитический.
Аналитический метод. Расчет длительности цикла зависит от выбранного вида движения предметов и осуществляется по следующим аналитическим выражениям:
a)при последовательном виде движения:
![]()
b)при параллельном виде движения:
![]()
c) при параллельно-последовательном виде движения:
![]()
Из всех составляющих длительности производственного цикла наиболее сложно определить tмо.
Чаще всего для его расчета используется статистический способ.
При статистическом способе tмо определяется путем обработки статистических данных, получаемых при непосредственных наблюдениях за работой рабочих мест или из документов (рабочих нарядов, маршрутных листов). Устанавливают значение фактической длительности производственного цикла обработки (Тцф.). Затем рассчитывается суммарное время выполнения операций обработки партий деталей на основе норм времени, технологический цикл. Тогда tмо можно определить следующим образом:
![]()
где К0 — количество операций.
Опережения запуска и выпуска партий
Расчет опережений запуска и выпуска партий деталей
Опережение запуска (Озi) — отрезок времени от момента запуска в обработку партий деталей в i-м цехе до момента выпуска всех тех изделий, для которых были запущены в обработку партии деталей в i-м цехе.
Опережение выпуска (Овi) отличается от него на величину Тц, которая представляет собой сумму длительностей цикла обработки партий деталей во всех цехах после i-ro до последнего:
![]()
Опережения необходимы для определения и соблюдения сроков запуска и выпуска партий деталей по цехам, в которых производится их обработка. Опережения определяются для каждого цеха независимо, но могут рассчитываться для пары смежных цехов.
Расчет заделов
Заделы – Овеществленные выражения длительностей производственного цикла изготовления партий деталей.
Без необходимых заделов не могут быть обеспечены бесперебойная, высокопроизводительная и равномерн6ая работа и равномерный выпуск продукции, однако излишние и некомплектные заделы приводят к увеличению потребности в оборотных средствах и замедлению их оборачиваемости.
В серийном производстве к внутрицеховым относятся технологические (цикловые) и транспортные заделы, к межцеховым – оборотные и резервные заделы. Последние называют также складскими, так как они должны находиться на складах (операционных, межцеховых).
Цикловые заделы – это количество деталей (узлов, изделий), которые находятся на рабочих местах в производственном процессе цеха на тот или иной момент времени.
Оборотные заделы – (запасы) – это заделы между двумя смежными цехами или любыми смежными звеньями дискретного производства. Причины, определяющие возникновение заделов:
· различный характер потребления и поступления предметов производства – штучный, партионный;
· различные скорости поступления и потребления партий деталей;
· сдвиг потребления по отношению к началу поступления.
Резервных (страховой) задел образуется для выполнения возможных перебоев в производственном процессе. Он рассчитывается исходя из средних темпов потребления незавершенного производства с учетом длительности ожидания перерывов.
Средняя суммарная величина всех видов заделов образуется путем суммирования значений величин цикловых, оборотных и резервных заделов.
ТЕМА 7
ОРГАНИЗАЦИЯ ПОТОЧНЫХ ПРОИЗВОДСТВ
СОДЕРЖАНИЕ ТЕМЫ
ПОНЯТИЕ И ВИДЫ ПОТОЧНЫХ ПРОИЗВОДСТВ
• Определение
• Первичное звено
• Виды линий
УСЛОВИЯ ОРГАНИЗАЦИИ И ПАРАМЕТРЫ ПОТОЧНЫХ ЛИНИЙ
• Порядок проектирования
• Синхронизация
• Параметры
ОСОБЕННОСТИ ОРГАНИЗАЦИИ РАЗЛИЧНЫХ ВИДОВ ПОТОЧНЫХ ПРОИЗВОДСТВ
• Однопредметные поточные линии
• Многопредметные поточные линии
Похожие работы
... для нормального хода производства. Уровень техники и технологии, состояние организации производства, труда и управления оказывает непосредственное влияние на себестоимость продукции. 3. Пути совершенствования производственного менеджмента на предприятии Одним из важных направлений в совершенствовании производственного менеджмента является ...
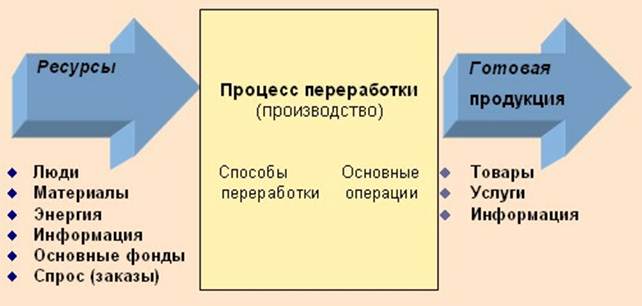
... , одновременно с учёбой, студенты могут поупражняться в организации собственного бизнеса в смягчённых условиях инкубатора. Заключение В результате проведённого исследования по теме: «Производственный менеджмент и перспективы его развития в Белгородской области» можно сделать ряд выводов: 1. Главной задачей производства является переработка ресурсов в готовую продукцию. Основные ресурсы ...
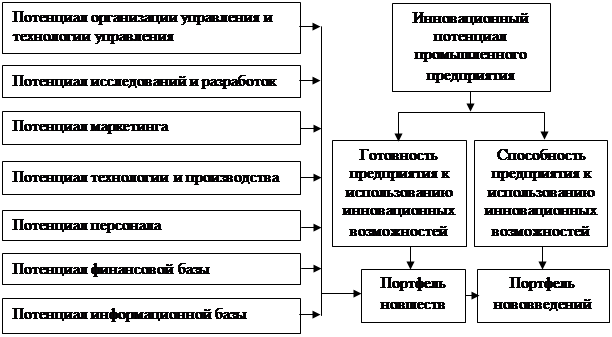
... , разработаны перспективные рекомендации по организации и развитию инновационного центра. В заключении сформулированы выводы и предложения по повышению эффективности управления инновационным потенциалом промышленного предприятия на основе формирования системы инвестиционно-производственного менеджмента. Основные положения и результаты работы, выносимые на защиту 1. Уточнено и теоретически ...

... реагировать на всевозможные изменения. Реализация стратегии предполагает четкую постановку задач перед исполнителями; определение ожидаемых результатов и контрольных сроков. Заключительной фазой цикла производственного менеджмента является руководство (анализ, контроль, приятие решений). Рассмотрим эту фазу. 3. Руководство Прежде всего, уточним понятие "руководство". Руководство –такое ...
0 комментариев