Навигация
Определение типа производства
45953
знака
15
таблиц
1
изображение
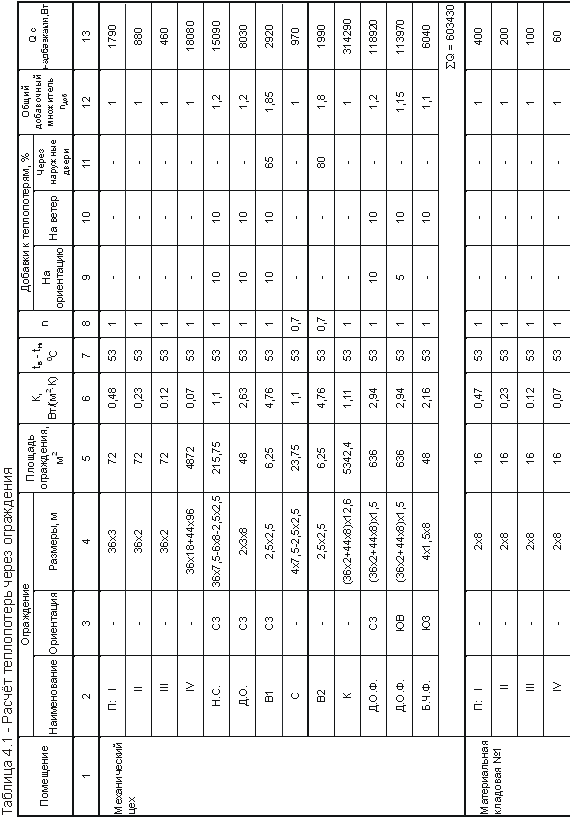
1.2 Определение типа производства
Тип производства количественно оценивается двумя показателями: средним показателем массовости (gm) и коэффициентом закрепления операций (КЗО) на стадии проектирования наиболее обоснованным является использование показателя массовости. Следовательно, если при расчете этих показателей получится разные типы производства, то необходимо его определить по среднему показателю массовости.
Расчет показателей может быть произведен по формулам:
КЗО= ![]() mi/S , (1)
mi/S , (1)
gm=Σtij/ ri*mi*kв , (2)
где tij - штучное время обработки i-ой детали на j –ой операции, мин.;
mi - число операций в технологическом процессе обработки i –ой детали, шт. ( составляет 10 шт. на каждое изделие);
ri - такт выпуска i-й детали из обработки, мин.;
kв -средний коэффициент выполнения нормы времени, принятый в подразделении (»1,2);
n - число деталей, обрабатываемых в производственном подразделении;
S – число видов оборудования.
i = 1-n – номер детали;
j = 1-kоi- номер операции в технологическом процессе обработки i-й детали.
Интервал времени между последовательным выпуском двух одноименных деталей называют тактом. Такт выпуска деталей определяется как отношение:
ri=Fд/ Ni=D*d*f * (1-bс р/100) / Ni, (3)
где Fд -действительный фонд времени работы оборудования, ч.;
Ni -объем производства i- ой детали в планируемом периоде, шт.;
D - количество рабочих дней в планируемом периоде;
d - продолжительность рабочего дня, ч.;
f - режим работы подразделения (сменность работы);
bс р - средний процент потерь времени на плановые ремонты (3-5% от Fд).
Fд =253*8*2*(1-5/100) = 3846 ч.
Изделие Г
tij= 2,53+3,65+1,11+1,58+3,15+1,40+1,25+2,57+1,30+5,05=23,59мин.
ri= 60*3846/83304 = 2,77 мин.
gm Г = 23,59/2,77*10*1,2 =0,71
Изделие А
tij= 1,55+2,16+3,20+4,25+2,64+1,28+1,18+1,42+2,9+1,27=21,85 мин.
ri= 60*3846/113100 = 2,04 мин.
gm А =21,85 /2,04*10*1,2 =0,89
Изделие И
tij=3,15+0,7+0,75+2,10+1,80+2,56+2,35+2,05+3,0+3,22=21,68 мин.
ri= 60*3846/87516= 2,64 мин.
gm И = 21,68/2,64*10*1,2= 0,685
gср = (0,71+0,89+0,685)/3 =0,76
КЗО= 10+10+10/14= 2,1
Определение типа производства по рассчитанным показателям gm и КЗО производится с помощью таблицы 1.
Таблица 1 - Количественная оценка показателей gm и КЗО.
| Тип производства | Средний показатель массовости | Коэффициент закрепления операций |
| Массовый | 1-0,6 | 1 |
| Крупносерийный | 0,5-0,1 | 2-10 |
| Среднесерийный | 0,1-0,05 | 11-22 |
| Мелкосерийный | 0,05 и менее | 23-40 |
| Единичный | - | Более 40 |
Из таблицы видно, что производство деталей Г, А, И относится к массовому типу производства.
При выборе формы специализации следует исходить из экономической целесообразности на основании типа производства.
Таблица 2 - Соотношение типов производства и формы специализации
| Тип производства | Коэффициент закрепления операций | Форма специализации |
| Массовый | 1 | Подетальная |
| Крупносерийный | 2-10 | Подетальная |
| Среднесерийный | 11-22 | Предметная |
| Мелкосерийный | 23-40 | Технологическая |
| Единичный | >40 | Технологическая |
Из таблицы видно, что форма специализации подетальная.
Форма организации производства представляет собой определенное сочетание во времени и в пространстве элементов производственного процесса при соответствующем уровне его интеграции, выраженное системой производственных связей.
Подетальная форма организации производства характеризуется созданием участков, на которых оборудование (рабочие места) расположено параллельно потоку заготовок. В этом случае изделие, поступающее на участок, направляется на одно из свободных рабочих мест, где проходит необходимый цикл обработки, после чего передается на другой участок (в другой цех). Подетальная форма организации труда обеспечивает прямоточность и уменьшение длительности производственного цикла изготовления детали.
Похожие работы
... Тм ц / Nc + Nm + Nо + 1, (13) где No – количество осмотров. То = 31680 / (2 + 6 + 9 + 1) = 1760 (ч.). В данном курсовом проекте необходимо создать ремонтную базу цеха (РБ). Основное назначение РБ – выполнение капитального ремонта и изготовление запасных деталей для ремонта оборудования. Помимо этого РБ производит перемещение и демонтаж старого оборудования, ремонт всех видов ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...

... в металлопластиковых каркасах, металлические (противопожарные). Заполнение оконных проемов – остекленные витражи из легких металлоконструкций, деревянные и металлопластиковые. В здании молодежного кафе высшей категории на 85 посадочных мест проектом предусмотрены размещение следующих помещений согласно СНиП II – Л, 8 – 71 «Предприятия общественного питания»: Рестораны в городах и поселках ...
0 комментариев