Навигация
Организация однопредметной поточной линии
45953
знака
15
таблиц
1
изображение
2. Организация однопредметной поточной линии
Поточным называется производство, в котором процесс изготовления какого-либо изделия осуществляется с установленным для него тактом, для чего длительность обработки синхронизируется, что обеспечивает непрерывную связь отдельных операций. При этом рабочие места располагаются в последовательности технологического процесса, образуя поточную линию.
Поточное производство высокоэффективно, т.к. в нем производственный процесс организован в строгом соответствии с основными принципами организации производства: пропорциональностью, прямоточностью, непрерывностью, ритмичностью, специализацией.
2.1 Расчет основных параметров и выбор вида поточной линии
На однопредметной поточной линии изготавливается один предмет труда. Основными параметрами однопредметной поточной линии являются: такт линии, потребное число рабочих мест, шаг конвейера, скорость движения конвейера и т. д.
Рассчитаем такт линии:
ri=Fсут/ Nсут
r=492*2/296=3,3 мин./шт.
Рассчитаем потребное число рабочих мест:
Wрас=![]() ti/r , (17)
ti/r , (17)
где ti- норма времени на выполнение I – ой операции, мин
Wрас = (3,15+0,7+0,75+2,1+1,8+2,56+2,35+2,05+3+3,22)/3,3 = 5,75 = 6 рабочих мест.
Примем шаг конвейера равным 100 мм.
Рассчитаем общую длину(L). При небольших габаритах изделия данная величина принимается равной 1,3 м.
Скорость движения конвейера равна:
Vк=L/r=1,3/3,3=0,39м/мин. (18)
Длина зоны каждой операции равна:
Lн=L*Wф, (19)
где L- длина зоны каждой операции, м.
Wф- фактически принятое количество рабочих мест, шт.
Lн=1,3*6=7,8 м/шт.
Продолжительность производственного цикла определяется по формуле 20:
Тц=n * r +(n-p)* r * S , (20)
где n - размер партии деталей;
р -размер передаточной партии деталей;
m - число выполняемых технологических операций;
S - количество рабочих мест на линии.
Тц= 16*3,3+(16-4)*3,3*6=290,4.
Исходя из того, что время выполнения отдельной операции технологического процесса не равно и не кратно такту потока, можно сделать вывод, что поточная линия является прерывно – поточной.
2.2 Планировка линии и выбор транспортных средств
Предлагаемой формой линии является прямоточная форма. Обоснованием данного выбора является то, что прямоточная форма линии характеризуется линейной структурой и поштучной передачей предметов труда. В рассматриваемом нами цехе используется линейная структура. А поштучная передача предметов труда будет очень удобной при расположении оборудования в один ряд.
Поточное производство предъявляет особые требования к планировке цехов. Расположение оборудования на поточной линии - двухрядное.
Расположение оборудование в два ряда вокруг транспортного средства позволяет более рационально использовать производственную площадь цеха.
Основным требованием планировки поточной линии является расположение рабочих мест в последовательности технологического процесса. На схеме поточной линии должны быть обозначены границы участка, показаны кладовые или места хранения заготовок, место мастера и пункт технического контроля, стрелками показывается направление движения деталей по операциям технологического процесса. На чертеже, дается расшифровка используемых изображений, станки и выполняемые на них операции нумеруются.
После выбора вида поточной линии необходимо определить тип транспортных средств. При выборе транспортного средства необходимо учитывать конфигурацию, габаритные размеры, массу, особенности выполнения операций и их синхронизацию, объем и постоянство выпуска изделий, а так же функции, выполняемые транспортными средствами, их технические возможности. Исходя из многообразия указанных факторов, при формировании поточной линии, предлагаемого типа и формы целесообразно использовать скаты и рольганги.
После выбора транспортных средств производится компоновка поточной линии.
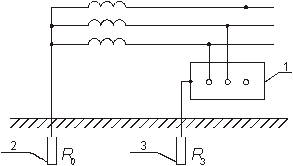
Рис. 1 – Схема компоновки и планировки поточной линии:
1 – оборудование (рабочие места); 2 – операторы; 3 – рольганг.
2.3 Разработка стандарт - плана работы линии
При разработке стандарт - плана поточной линии необходимо предусмотреть возможность выполнения одним рабочим, занятым на недогруженном оборудовании, других операций с таким расчетом, чтобы обеспечить выполнение задания участком, наиболее полное использование рабочего времени и создать наиболее благоприятные условия труда.
Стандарт – план составляется на период оборота. Период оборота – важный параметр прерывно – поточной линии, от выбора которого зависят такие показатели. Как использование оборудование и времени работы рабочих. Рассчитаем календарно – плановые нормативы и построим стандарт – план.
Нам требуется изготовить за месяц 6250 деталей. В месяце 21 рабочий день, работа ведется в две смены. Период оборота линии принять 0,5 см. Брак на операциях отсутствует. Технологический процесс включает пять операций.
Программа выпуска за полсмены составит:
Nв=6250/21*2*2=75 шт.
Такт потока:
R=8*0,5*60/75=3,2 мин/шт.
Число рабочих мест по расчету составляет семь единиц, принимается девять единиц, которым присваиваются номера от 1 до 9.
Стандарт – план представим в таблице 18.
Таблица 10 – Стандарт – план
| № операции | Операция | Норма времени, мин. | Такт, мин/шт. | Число р.м. | Номер р.м | Загрузка р.м. | Количество рабочих на операции | Обозначение рабочих | Порядок обслуживания рабочих мест | График работы оборудования и перехода рабочих за период оборота | ||||||||||||
| По расчету | принято | % | мин | 30 | 60 | 90 | 120 | 150 | 180 | 210 | 240 |
| ||||||||||
| 1 | Токарная | 3,15 | 3,2 | 0,95 | 1 | 1 | 95 | 228 | 1 | А | 1+2 |
| ||||||||||
| 2 | Расточная | 1,45 | 3,2 | 0,45 | 1 | 2 | 45 | 108 | 1 | Б | 2+9 |
| ||||||||||
| 3 | Сверлильная | 5,31 | 3,2 | 1,5 | 2 | 3 4 | 100 50 | 240 120 | 2 | В Г | 3 4+7 |
| ||||||||||
| 4 | Шлифовальная | 7,27 | 3,2 | 2,5 | 3 | 5 6 7 | 100 100 50 | 240 240 120 | 3 | Д Е Г | 5 6 7+4 |
| ||||||||||
| 5 | Фрезеровательная | 3,9 | 3,2 | 1,18 | 2 | 8 9 | 100 18 | 240 44 | 2 | Ж Б | 8 9+2 |
| ||||||||||
| Итого | 7 | 9 | 9 |
| ||||||||||||||||||
Похожие работы
... Тм ц / Nc + Nm + Nо + 1, (13) где No – количество осмотров. То = 31680 / (2 + 6 + 9 + 1) = 1760 (ч.). В данном курсовом проекте необходимо создать ремонтную базу цеха (РБ). Основное назначение РБ – выполнение капитального ремонта и изготовление запасных деталей для ремонта оборудования. Помимо этого РБ производит перемещение и демонтаж старого оборудования, ремонт всех видов ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...

... в металлопластиковых каркасах, металлические (противопожарные). Заполнение оконных проемов – остекленные витражи из легких металлоконструкций, деревянные и металлопластиковые. В здании молодежного кафе высшей категории на 85 посадочных мест проектом предусмотрены размещение следующих помещений согласно СНиП II – Л, 8 – 71 «Предприятия общественного питания»: Рестораны в городах и поселках ...
0 комментариев