Навигация
Теория массового обслуживания. Основные положения
22455
знаков
1
таблица
9
изображений
1. Теория массового обслуживания. Основные положения
1.1 Предмет и задачи теории массового обслуживания
Теория массового обслуживания опирается на теорию вероятностей и математическую статистику.
На первичное развитие теории массового обслуживания оказали особое влияние работы датского ученого А.К. Эрланга (1878-1929).
Теория массового обслуживания – область прикладной математики, занимающаяся анализом процессов в системах производства, обслуживания, управления, в которых однородные события повторяются многократно, например, на предприятиях бытового обслуживания; в системах приема, переработки и передачи информации; автоматических линиях производства и др. Предметом теории массового обслуживания является установление зависимостей между характером потока заявок, числом каналов обслуживан6ия, производительностью отдельного канала и эффективным обслуживанием с целью нахождения наилучших путей управления этими процессами. Задача теории массового обслуживания – установить зависимость результирующих показателей работы системы массового обслуживания (вероятности того, что заявка будет обслужена; математического ожидания числа обслуженных заявок и т.д.) от входных показателей (количества каналов в системе, параметров входящего потока заявок и т.д.). Результирующими показателями или интересующими нас характеристиками СМО являются показатели эффективности СМО, которые описывают способна ли данная система справляться с потоком заявок.
Задачи теории массового обслуживания носят оптимизационный характер и в конечном итоге включают экономический аспект по определению такого варианта системы, при котором будет обеспечен минимум суммарных затрат от ожидания обслуживания, потерь времени и ресурсов на обслуживание и простоев каналов обслуживания.
1.2 Система массового обслуживания
Система обслуживания считается заданной, если известны:
1) поток требований, его характер;
2) множество обслуживающих приборов;
3) дисциплина обслуживания (совокупность правил, задающих процесс обслуживания).
Каждая СМО состоит из какого-то числа обслуживающих единиц, которые называются каналами обслуживания. В качестве каналов могут фигурировать: линии связи, различные приборы, лица, выполняющие те или иные операции и т.п
Всякая СМО предназначена для обслуживания какого-то потока заявок, поступающих в какие-то случайные моменты времени. Обслуживание заявок продолжается какое-то случайное время, после чего канал освобождается и готов к приему следующей заявки. Случайный характер потока заявок и времен обслуживания приводит к тому, что в какие-то периоды времени на входе СМО скапливается излишне большое число заявок (они либо становятся в очередь, либо покидают СМО не обслуженными); в другие же периоды СМО будет работать с недогрузкой или вообще простаивать.
Процесс работы СМО представляет собой случайный процесс с дискретными состояниями и непрерывным временем; состояние СМО меняется скачком в моменты появления каких-то событий ( или прихода новой заявки, или окончания обслуживания, или момента, когда заявка, которой надоело ждать, покидает очередь ).
1.3 Классификация СМО
Для облегчения процесса моделирования используют классификацию СМО по различным признакам, для которых пригодны определенные группы методов и моделей теории массового обслуживания, упрощающие подбор адекватных математических моделей к решению задач обслуживания в коммерческой деятельности.
1.4. Характеристики СМО
Перечень характеристик систем массового обслуживания можно представить следующим образом:
среднее время обслуживания;
среднее время ожидания в очереди;
среднее время пребывания в СМО;
средняя длина очереди;
среднее число заявок в СМО;
количество каналов обслуживания;
интенсивность входного потока заявок;
интенсивность обслуживания;
интенсивность нагрузки;
коэффициент нагрузки;
относительная пропускная способность;
абсолютная пропускная способность;
доля времени простоя СМО;
доля обслуженных заявок;
доля потерянных заявок;
среднее число занятых каналов;
среднее число свободных каналов;
коэффициент загрузки каналов;
среднее время простоя каналов.
2. Постановка задачи
На регулировочном участке цеха выполняются регулировка агрегатов, поступающих по два в среднем через 30 мин. Первичная регулировка осуществляется для двух агрегатов одновременно и занимает около 30 мин. Если в момент прихода агрегатов предыдущая партия не была обработана, поступившие агрегаты на регулировку не принимаются. Агрегаты после первичной регулировки, получившие отказ, поступают в промежуточный накопитель. Из накопителя агрегаты, прошедшие первичную регулировку, поступают попарно на вторичную регулировку, которая выполняется в среднем за 30 минут, а не прошедшие первичную регулировку поступают на полную, которая занимает 100 минут для одного агрегата. Все величины, заданные средними значениями, распределены экспоненциально.
Смоделировать работу участка в течении 100 часов. Найти вероятность отказа в первичной регулировке и загрузку накопителя агрегатами, нуждающимся в полной регулировке. Определить параметры и ввести в систему такой накопитель, чтобы обслуживание было безотказное.
Похожие работы
... в очереди и т.д. Характерным атрибутом очереди является ее текущая длина, наблюдая за которой в ходе работы системы (или ее имитационной модели), можно определить ее среднюю длину за время работы (или моделирования). В языке GPSS определены классы объектов, с помощью которых можно задавать приборы обслуживания, потоки заявок, очереди и т.д., а также задавать для них конкретные значения атрибутов. ...
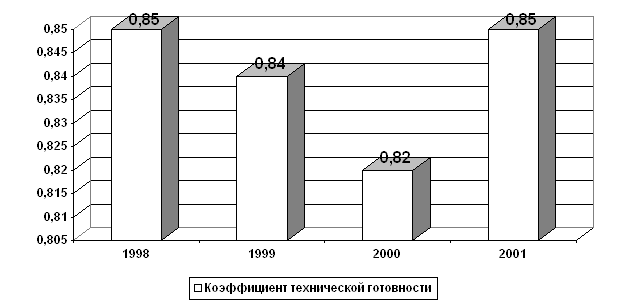
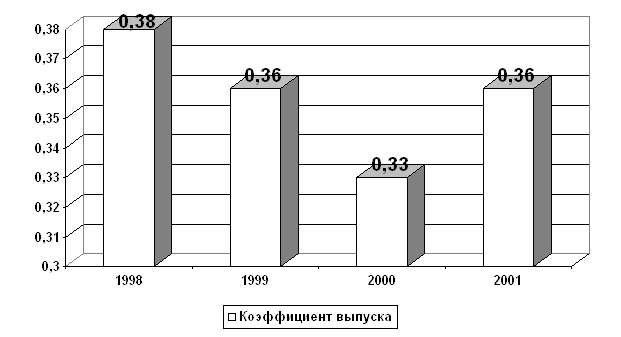
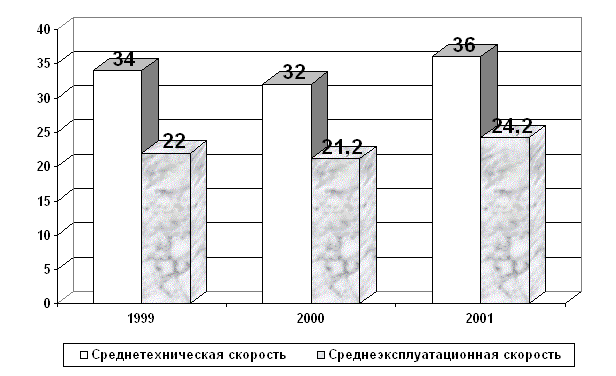
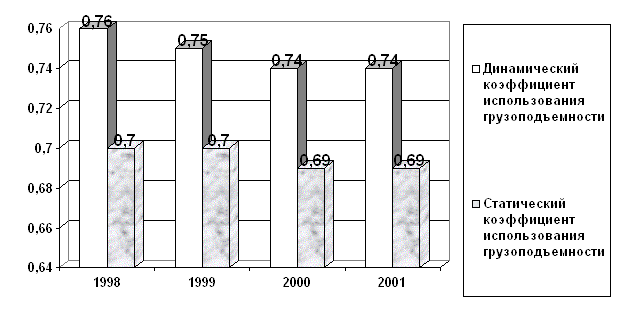
... технической готовности представлен на рисунке 1. Коэффициент технической готовности Рис. 1 Коэффициент использования подвижного состава для "перевозок" (коэффициент выпуска) зависит от интенсивности эксплуатации и «возраста» автопарка. Совершенствование транспортного процесса обеспечивает постоянное повышение интенсивности эксплуатации автомобильного парка, увеличивает пробег автомобилей ...
енденция увеличения составляющей в себестоимости продукции со стороны топливно-энергетических ресурсов, что влечет за собой острую необходимость в их экономном использовании. 1.4.Анализ электрохозяйства Шушенского МКК. Шушенский молочно-консервный комбинат запитан от линии ОАО КрасЭнерго. Одно основное питание КЛ-10кВ (Ф-31-24) и резервные КЛ-10 кв. (Ф-31-15), КЛ-10кВ (Ф-31-9). Прием ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев