Навигация
3. Концептуальная модель
Кп
|
| ||||||
 | ||||||
 | ||||||
![]()
![]()
|
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
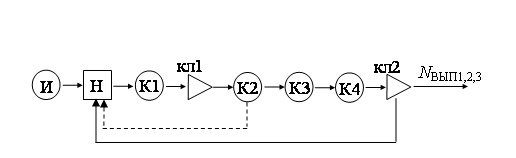
В данной концептуальной модели использованы следующие обозначения:
И – источник, К - канал, Н – накопитель;
Нп– накопитель полной регулировки;
Н2– накопитель 2-й регулировки;
Кп– прибор полной регулировки;
К1– прибор 1-й регулировки;
К2 – прибор 2-й регулировки.
Источник И имитирует поступающие на участок агрегаты. Если прибор К1 занят, то клапан 1 перенаправляет агрегаты в накопитель Нп для полной регулировки. Из Нп агрегаты поступают по одному в Кп. Через И поступает очередная заявка и К1 свободен то К1 обработав агрегаты направляет их в Н2. Из Н2 агрегаты по 2 поступают в К2, если К2 не занят.
Концептуальная модель при нахождении оптимального накопителя
|
|
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Данная модель рассматривается если мы нашли такой накопитель Н1 при котором агрегаты не сбрасываются, т.е. не нуждаются в полной регулировке
4. Переменные использованные в имитационной модели
Входные переменные:
Tau_postupleniya= 30 – среднее время поступления агрегатов на участок;
Tau_obs_1ya_regul = 30 – среднее время обслуживания при первичной регулировке ;
Tau_obs_2ya_regul = 30 – среднее время обслуживания при вторичной регулировке ;
Tau_obs_polnaya_regul = 100 – время обслуживания при полной регулировке ;
Tmod = 6000 – общее время моделирования.
Эндогенные переменные:
Kobs-количество агрегатов прошедшие 2-ю и полную регулировку;
Kotk –количество агрегатов не прошедшие 1-ю регулировку;
Tsis1 , Tsis2, TsisP – время прибивания агрегатов в 1-й, 2-й и полной регулировке соответственно;
Tpost –время поступления очередной заявки;
Tosv1 , Tosv2 , TosvP-время освобождения прибора в 1-й,2-й и полной регулировке соответственно;
Toj1,Toj2, TojP-время ожидания заявок в 1-м,2-м и полном накопителе соответственно;
Tnezan1 , Tnezan2, TnezanP-время незанятости приборов.
Вспомогательные переменные:
х – случайно генерируемое число;
К –количество поступивших агрегатов;
n –размерность накопителя при 2-й регулировке;
m –размерность накопителя при полной регулировке;
р- размерность накопителя при 1-й регулировке ;
ap –кол-во обслуженных агрегатов в полной регулировке;
a2 –кол-во обслуженных агрегатов во 2-й регулировке;
LP –средняя длина очереди для полной регулировки при поступлении очередной заявки;
L1- средняя длина очереди для 1-й регулировки при поступлении очередной заявки;
Vmestimost-оптимальная вместимость накопителя при 1-й регулировке.
Похожие работы
... в очереди и т.д. Характерным атрибутом очереди является ее текущая длина, наблюдая за которой в ходе работы системы (или ее имитационной модели), можно определить ее среднюю длину за время работы (или моделирования). В языке GPSS определены классы объектов, с помощью которых можно задавать приборы обслуживания, потоки заявок, очереди и т.д., а также задавать для них конкретные значения атрибутов. ...
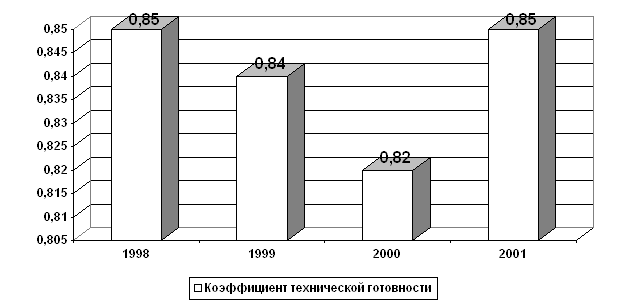
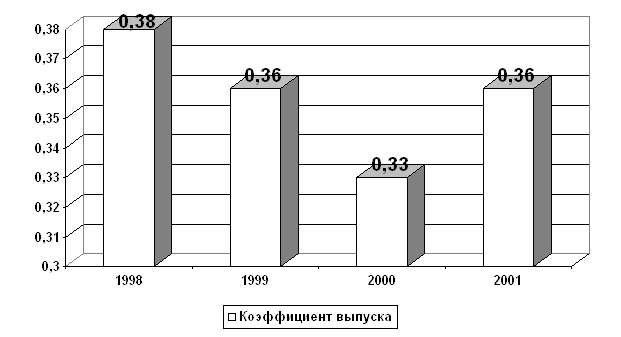
... технической готовности представлен на рисунке 1. Коэффициент технической готовности Рис. 1 Коэффициент использования подвижного состава для "перевозок" (коэффициент выпуска) зависит от интенсивности эксплуатации и «возраста» автопарка. Совершенствование транспортного процесса обеспечивает постоянное повышение интенсивности эксплуатации автомобильного парка, увеличивает пробег автомобилей ...
енденция увеличения составляющей в себестоимости продукции со стороны топливно-энергетических ресурсов, что влечет за собой острую необходимость в их экономном использовании. 1.4.Анализ электрохозяйства Шушенского МКК. Шушенский молочно-консервный комбинат запитан от линии ОАО КрасЭнерго. Одно основное питание КЛ-10кВ (Ф-31-24) и резервные КЛ-10 кв. (Ф-31-15), КЛ-10кВ (Ф-31-9). Прием ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев