Навигация
НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДНЫЕ СТЕРЖНИ. МАТЕРИАЛЫ ЭЛЕКТРОДОВ ДЛЯ МАШИН ЭЛЕКТРИЧЕСКОЙ КОНТАКТНОЙ СВАРКИ
26035
знаков
1
таблица
0
изображений
4. НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДНЫЕ СТЕРЖНИ. МАТЕРИАЛЫ ЭЛЕКТРОДОВ ДЛЯ МАШИН ЭЛЕКТРИЧЕСКОЙ КОНТАКТНОЙ СВАРКИ
Сварка неплавящимся электродом в защитных газах (СНЭЗГ) — это процесс, в котором в качестве источника теплоты применяют дуговой разряд, возбуждаемый между вольфрамовым электродом и изделием. В качестве неплавящегося электрода наиболее широко применяют вольфрамовые стержни. Они служат только для подвода тока к зоне дуги. Электроды имеют круглую форму. Для сварки в среде инертных газов применяются электроды диаметром 5—10 мм из чистого вольфрама (ЭВЧ), вольфрама с присадками: диоксида тория (ЭВТ), оксидов лантана (ЭВЛ) иттрия (ЭВИ).
Широкое применение вольфрама для сварки обусловлено его тугоплавкостью (температура плавления 3500°С; температура кипения 5900°С) и высокими электропроводностью и теплопроводностью, самой низкой скоростью испарения. Вольфрам - самый тугоплавкий из известных материалов (по температуре плавления уступает лишь углероду). Попытки замены вольфрама другим, более дешевым материалом пока не увенчались успехом.
Электродные стержни изготавливают из чистого вольфрама или из вольфрама с добавкой около 2% окиси тория и циркония, либо окиси лантана, либо окиси иттрия 1—3,5 %. Добавка тория снижает эффективный потенциал ионизации, в результате чего облегчается процесс зажигания и увеличивается устойчивость дугового разряда и повышается стойкость электрода, увеличивает примерно на 30—50 % допустимый сварочный ток. Наличие в вольфрамовом электроде тория позволяет значительно повысить плотность тока, так как при этом конец электрода не меняет формы в процессе сварки. Окись тория добавляется в вольфрамовый порошок перед формовкой и спекания электрода. Цирконий наносят на поверхность вольфрамового электрода. Положительное влияние на стойкость вольфрамового электрода оказывает шлифовка его поверхности. Для облегчения манипулирования электродом сплошной вольфрамовый стержень в некоторых случаях заменяют гибким тросиком, сплетенным из большого числа проволок. Вольфрамовый электрод ввиду его окисления используется только при сварке с защитой области дуги инертными газами. Вольфрамовые электроды обеспечивают максимальную токовую нагрузку по сравнению с другими типами вольфрамовых электродов. Они рекомендуются для сварки как на переменном, так и на постоянном токе.
Пример условного обозначения электрода марки ЭВЛ диаметром 2,0 мм длинной - 150мм: «Электрод вольфрамовый ЭВЛ-2-150 — ГОСТ 23949—80».
У нас в стране широкое распространение получили электроды марок ЭВЛ и ЭВИ. Они выдерживают большую токовую нагрузку и имеют повышенную эрозионную стойкость при сварке по сравнению с электродами марки ЭВЧ. Диаметр вольфрамового электрода выбирается в зависимости от величины сварочного тока.
Применяемые вольфрамовые электроды должны отвечать требованиям ГОСТ 23949—80 .
Электроды диаметром 3,0 мм и более допускается маркировать снятием фасок 1мм ∙ 45°. Маркировка должна быть нанесена на одном из концов электрода. Маркировка может быть нанесена на торец в виде полосы или точки на поверхности у торца на 5—10 мм.
Различные марки электродов имеют специфические особенности, которые необходимо учитывать при их выборе для конкретных условий сварки.
Эрозия вольфрамовых электродов в большой мере зависит от рода и значения сварочного тока, марки электрода, эффективности его охлаждения и условий газовой защиты. Если охлаждением электрода при данном значении сварочного тока поддерживается температура, при которой термоэмиссия электронов достаточна для обеспечения потребной плотности тока, то эрозия в этом случае минимальная. При переохлаждении электрода увеличиваются доля ионного тока между электродом и плазмой столба, тепловой поток в тело электрода, а вместе с ним и эрозия. При аргонодуговой сварке на токах до 500А удельный расход вольфрама колеблется в зависимости от технологических условий в пределах 1∙10-8—8∙10-6 г/(А∙с). Поэтому вопрос о выборе оптимального теплового режима вольфрамового электрода является весьма важным.
Боковая поверхность и конец электрода при правильном выборе параметров режима сварки и размеров электрода должны блестеть, матовая поверхность означает, что тепловая нагрузка на электрод превышает рекомендуемую. Если поверхность электрода после сварки приобретает синий, черный цвет или имеет зеленый налет, это означает, что расход аргона недостаточен или время продувки аргона после отключения дуги мало.
При длительной работе вольфрамового электрода на его рабочей поверхности у торца образуются наросты окислов вольфрама, так называемые коронки, которые могут приводить к произвольному перемещению катодного пятна и блужданию дуги по поверхности сварочной ванны. Вероятность образования «коронки» уменьшается при интенсивном охлаждении электрода и улучшении газовой защиты.
Заточка вольфрамовых электродов должна производиться твердыми дисками с мелким зерном для избегания образования заусенцев и бороздок на торце электрода. Круг, на котором затачиваются вольфрамовые электроды, не должен применяться для других материалов, чтобы исключить попадание загрязнений. Вольфрамовые электроды используются с заточкой под углом 20—90°.
Диаметр притупления вольфрамового электрода (катода) и угол заточки влияют на проплавляющую способность дуги. При уменьшении диаметра притупления повышается концентрация теплового потока, растет давление дуги и плотность тока. Острая заточка электрода исключает блуждание катодного пятна по поверхности электрода.
Глубина проплавления монотонно увеличивается при уменьшении диаметра притупления электрода.
Изменение угла заточки приводит к изменению формы и размера столба дуги. При углах заточки 15—75° столб имеет коническую форму, при больших углах форма столба дуги приближается к цилиндрической, а пятно нагрева сокращается.
Стойкость электродов, от которой в значительной мере зависят производительность сварки и качество сварных соединений, определяется материалом электродов, их конструкцией, условиями охлаждения, режимом сварки и чистотой поверхности свариваемых заготовок. Материал электродов должен иметь высокие тепло- и электропроводность, температуру разупрочнения, а также достаточную прочность и твердость. Стойкость электродов, изготовленных из специальных сплавов, значительно выше по сравнению с медными.
Электроды для точечной сварки (сменные вставки), предназначенные для использования на серийных точечных машинах.
Электроды для роликовой сварки выполняют в виде дисков диаметром 40—400 мм. Форму их рабочей поверхности выбирают в зависимости от толщины, формы и материала свариваемых заготовок. При сварке стали форму контактной поверхности роликов принимают цилиндрической шириной 4—10 мм. При сварке цветных металлов и стальных заготовок повышенной толщины лучшее качество обеспечивает сферическая поверхность с радиусом до 200 мм. Электроды для стыковой сварки, воспринимающие большие усилия при зажатии заготовок, рекомендуется выполнять из сплавов повышенной твердости с электропроводностью 40— 60% проводимости меди.
Конструкция электродов в значительной мере определяется формой и размерами свариваемых заготовок.
Похожие работы
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...


... и деформации вне плоскости, например в виде серповидности, грибовидности и угловой деформации. Основные мероприятия по уменьшению деформаций и напряжений при сварке Для борьбы со сварочными деформациями применяются конструктивные и технологические способы. К конструктивным способам относятся: 1. Уменьшение количества сварных швов и их сечения, что снижает количества вводимого при сварке ...

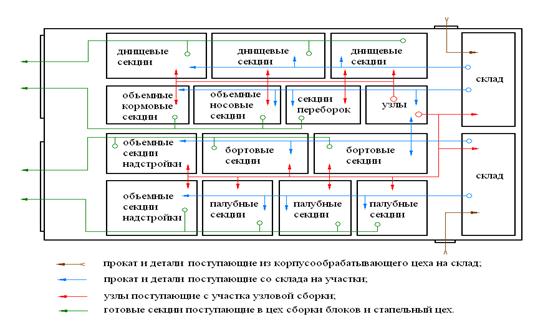
... и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей. Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха. Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также ...
0 комментариев