Обоснование выбора моделей
Нормирование расхода материала, выполнение раскладки лекал
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
Технологическая схема разделения труда и ее анализ
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
ОРГАНИЗАЦИЯ ВНУТРИЦЕХОВОГО ТРАНСПОРТА
ОХРАНА ТРУДА
Навигация
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Методические указания по выполнению дипломного проекта
72887
знаков
23
таблицы
8
изображений
2.2. Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Важнейшей задачей выполнения данного раздела является системный подход к выбору методов обработки с учетом следующих основных факторов: наилучшее качество, максимальная экономичность, повышение производительности труда и сокращение затрат времени. В основу выбора методов обработки должны быть положены прогрессивная технология, достижения науки и техники в области швейного производства. При выборе оборудования и средств оргоснастки необходимо учитывать:
- повышение удельного веса машинных операций;
- расширение области применения клеевых материалов;
- упразднение подрезки деталей;
- механизация ручных работ;
- применение рулонного питания полуфабриката на швейном оборудовании;
- применение последовательно-параллельного метода обработки.
Характеристика оборудования, рекомендуемого для изготовления изделия и средств оргоснастки приводится в табл. 2.4, табл. 2.5, табл. 2.6.
Таблица 2.4 - Характеристика технологического оборудования рекомендуемого для изготовления _______________
| Назначение оборудования | Вид обрабатываемых материалов | Класс, предприятие изготовитель | Вид стежка |
Технические параметры | |||
| Частота вращения гл. вала, об/мин | Максимальная длина стежка, мм | Максимальная толщина материала, мм | Исполнительный орган перемещения материала | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Стачивание с одновременным обметыванием | Ткани костюм- ной группы | АZ- 8000 Ф. «Ямато» Япония | 401х 504 | 8500 | 4.0 | 3,5 | Дифференциальный реечный механизм |
Таблица 2.5 Характеристика средств оргоснастки, рекомендуемых при изготовлении _________________________
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие изготовитель |
| 1 | 2 | 3 | 4 |
| Соблюдение параллельности срезам стачиваемых деталей | Лапка с выдвижной направляющей линейкой | 1-44 (Л-000) МОМЗ ЦНИИШП | 597 кл ПО « АОМЗ» Россия |
Таблица 2.6- Характеристика оборудования для влажно-тепловой обработки, рекомендуемого для изготовления _____________________
(наименование ассортимента)
| Назначение оборудования | Марка оборудования, тип привода, предприятие изготовитель | Режимы ВТО | Способ нагрева верхней подушки пресса ( утюга) | |||
| Температура прессования, град | Усилие прессования, кПА | Время обработки, с | Увлажнение, % | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Окончательное приутюживание готового изделия | Стол утюжил. LW-35,3 + LY-167. Фирма«Веримекс» Польша | 120-150 | - | 27 | 20 | Электрический |
Анализ существующей обработки изделия проводится с точки зрения трудоемкости и качества (без изменения внешнего вида изделия) по узлам и разработка новой, более прогрессивной, на основе совершенствования методов обработки и применении прогрессивного оборудования и средств оргоснастки. Проектируемые методы обработки должны быть тесно связаны с назначением изделия и физико-механическими свойствами применяемых материалов. Особое внимание уделяется методам обработки, обеспечивающим надежность изделия в носке, предохраняющим детали и их участки от растяжения, истирания, осыпания и т.д.
При выборе методов преимущество следует отдать методам последовательной и последовательно-параллельной обработки вместо последовательной.
Данные анализа представляются в таблице 2.7.
Таблица 2.7 - Анализ методов обработки
| Существующая обработка | Рекомендуемая обработка | ||||||||
| Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек | Оборудование, средства оргоснастки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Обтачивание хлястика | М | 3 | 80 | 1022М ПО «Промшвеймаш» | Стачивание деталей хлястиков в ленту | м | 2 | 7 | 51Акл ПО «АОЗМ» Россия |
| Вывертывание хлястика на лицевую сторону | Р | 2 | 23 | С/ приспособление | Наматывание ленты хлястиков на катушку | Р | 2 | 5 | |
| Выметывание хлястика | С/М | 3 | 60 | 2222 кл ПО «Легмаш» | Стачивание хлястика | С/М | 4 | 120 | 852х32кл ПО «АОМЗ» |
| Приутюживание хлястика | П | 4 | 15 | ППУ-1 УП-3Г Горьковский завод | Приутюживание хлястика | П | 4 | 15 | ППУ-1Уп-3г Горьковский завод |
| Проложить отделочную строчку по хлястику | М | 4 | 120 | 1822кл ПО «АОМЗ» Россия | |||||
| ИТОГО |
|
| 298 |
| ИТОГО |
|
| 147 |
|
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
![]() (3)
(3)
где: Tн, Tс - новое и существующее время обработки, сек ; Lн, Lс - длина стежков, см; mн, mс - новая и существующая частота стежков, в 1 см; Vс, Vн - новая и существующая скорость машины, об/мин.
При изменении конструкции шва, изменении метода обработки приводится схема существующей и рекомендуемой технологии изготовлении узла.
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
По итогам анализа проводится расчет показателей эффективности, приведенных в табл.2.8.
Таблица 2.8 - Показатели эффективности методов обработки
| № п/п | Наименование узла обработки | затрата времени, сек | Сокращение затраты времени, % | Рост производитель ности труда, % | Затрата времени на механизированные технологические операции, сек | Степень механизации обработки узла, % | |||
| существующая | проектируемая (новая) | существующая | проектируемая (новая) | существующая | проектируемая (новая) | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1. | Обработка хлястика | 298 | 147 | 50,6 | 102,7 | 275 | 142 | 92,3 | 96,7 |
| 2. | Обработка срезов (замена 208-А кл. на АZ8000 ф. «Ямато» Япония) | 108 | 53 | 52,3 | 103,4 | ||||
|
| Итого по изделию | 1143 | 937 | 18 | 21,9 |
|
|
|
|
Расчет роста производительности труда, сокращения затрат времени выбранных методов обработки производится по формулам (4), (5):
![]() (4)
(4)
![]() (5)
(5)
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (Сн) определяют по формуле (6):
![]() (6)
(6)
где Тм – время механизированных операций, с; Тобщ – общая затрата времени, с.
Похожие работы
... ли обосновал свои предложения, что следовало бы сделать дополнительно для более аргументированного обоснования своих предложений, для более глубокого изучения теоретических положений. Оформление дипломной работы должно соответствовать “Положению о выпускных квалификационных работах (бакалавр дипломированный специалист) КГТУ. По отклонению от требований стандарта в рецензии также может быть ...

... освіти. Освітньо-професійна программа підготовки бакалавра напряму підготовки 0502 “Менеджмент”. Проект. МНО України. К. 1999 рік. 3. Василенко В.А., Агалаков Н.М., Цехла С.Ю. Методические указания к выполнению курсовой работы по дисциплине "Экономическое обоснование управленческих решений". Симферополь: КФ КНЭУ, 1997, - 24 с. 4. Подсолонко В.А. Стратегия подготовки экономистов и менеджеров ...
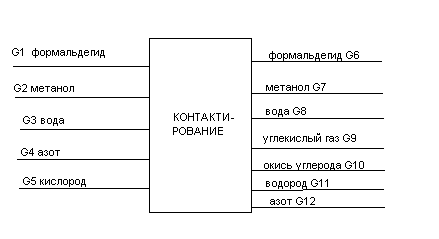
... и красный уголок. Все рассмотренные помещения соединяются между собой с помощью коридоров, лестничных клеток, галерей и тамбуров. 11. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА ПРОИЗВОДСТВА ФОРМАЛИНА Химическое производство относится к отрасли промышленности, которая представляет потенциальную опасность профессиональных заболеваний и отравлений работающих. Число отравлений и профессиональных ...
... приказом по университету. В течение первой недели дипломного проектирования руководитель оказывает студенту помощь в разработке календарного графика работы на весь период дипломного проектирования с указанием очерёдности, сроков выполнения и трудоёмкости отдельных этапов работы. Ответственность за выполнение этого графика несёт дипломант. Руководитель рекомендует необходимую литературу, ...
0 комментариев