Обоснование выбора моделей
Нормирование расхода материала, выполнение раскладки лекал
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
Технологическая схема разделения труда и ее анализ
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
ОРГАНИЗАЦИЯ ВНУТРИЦЕХОВОГО ТРАНСПОРТА
ОХРАНА ТРУДА
Навигация
Сводная таблица оборудования и рабочих мест
Методические указания по выполнению дипломного проекта
72887
знаков
23
таблицы
8
изображений
3.6. Сводная таблица оборудования и рабочих мест
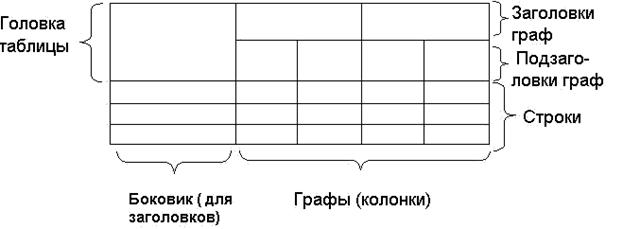
После завершения расчетов ТЭП приводится сводная таблица применяемого в потоке оборудования (табл. 3.7.Сводная таблица оборудования и рабочих мест потока составляется на основании технологической схемы потока.
Таблица 3.7
Сводная таблица оборудования потока
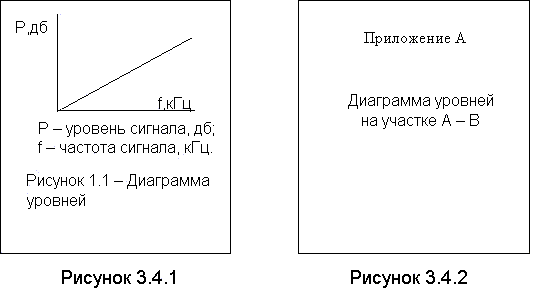
| Тип и класс машины | Количество оборудования | Наименование рабочих мест | Количество рабочих мест | |||
| основное | резервное | запасное | всего | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1022-М | 14 | 2 | 2 | 18 | машинное | 16 |
| … | … | … | …. | … | … | … |
| Итого: | ∑ | ∑ | ∑ | ∑ | ∑ | |
При составлении сводки оборудования количество запасного оборудования рассчитывается в пределах 10% от основного, но не менее одной машины, поломка которой в процессе вызовет резкое увеличение времени изготовления изделия. Резервное оборудование может планироваться только на универсальные машины из расчета одна резервная машина на 7-10 подряд идущие машины. На ручные и утюжильные операции, прессы и аппараты запасные и резервные места не планируются.
При планировании запасного и резервного оборудования следует учитывать, что каждая неиспользованная по прямому назначению машина снижает экономические показатели потока в целом. Число единиц оборудования спаренных рабочих мест принимается равным 5% числа единиц основного оборудования.
3.7. Расчет дополнительных потоков
В типовых проектах новых швейных предприятий рекомендуется создавать цехи шириной 18, 24 или 36 м. Длина цеха должна быть кратна шагу колонн. Сетка колонн для одноэтажных зданий 24×6,6×18, 18×2, 6×12 и 12×12; для многоэтажных - 6×6 и 6×9.
При размещении в цехе основного потока определяют площадь цеха, которую он займет. Если в цехе останется достаточно свободного места, можно дополнительно расположить там еще один или даже несколько потоков.
Алгоритм расчета дополнительного потока:
- Определение длины производственной площади, которую займут заготовительная и монтажная секции основного потока.
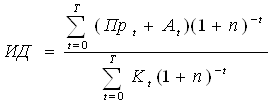
![]() (30)
(30)
- Выполнение схемы размещения основного потока на плане цеха в масштабе (без планировки рабочих мест).
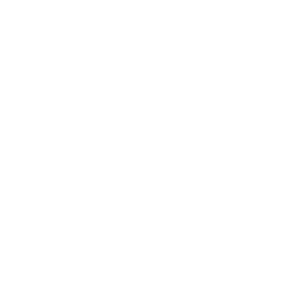
На плане цеха (рис. 3.4.) размещается основной поток (поток 1), очевидно, что кроме него в цехе можно разместить еще несколько дополнительных потоков (потоки 2... 4).
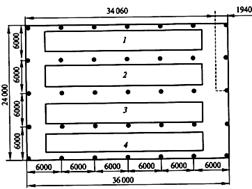
Рис.3.4. Предварительное размещение потоков в цехе
Дополнительные потоки рассчитываются по укрупненным показателям. Ассортимент изделий должен соответствовать основному. Дополнительный поток должен быть рациональной мощности, параметры его определяют аналогично параметрам основного потока, рассчитывая численность рабочих по величине оставшейся площади.
- Определение площади, оставшейся в цехе по формуле (31)
Sдоп.пот = Sц - Sосн.пот( 31)
где: Sц - площадь цеха, м2, Sосн.пот - площадь основного потока, м2,
![]() (32)
(32)
где: Sн -норма площади на одного рабочего, м2; N – количество рабочих.
- Определение расчетного количества рабочих в дополнительных потоках по формуле (33):
![]() (33)
(33)
- Определение такта потока, выпуска изделий в смену по известным формулам (7), (9).
Затрату времени на изготовление выбранного изделия берут из среднеотраслевых нормативов затрат времени, из типовой технической документации, по данным передовых действующих предприятий.
Предварительный расчет потоков в цехе представляют в табличной форме (табл.3.8).
Таблица 3.8
| Изделие | Число потоков | Трудоемкость изделия, сек | Такт потока, сек | Выпуск в смену, ед.. | Расчетное число рабочих | Занимаемая площадь, м2 | Число секций | Наименование потока |
| сорочка х//б для мальчика шк.. возраста | 1 | 1135 | 30 | 984 | 37,81 | 204,1 | 2 | основной |
| сорочка х//б для мальчика шк.. возраста | 1 | 1135 | 30 | 984 | 37,81 | 204,1 | 2 | Дополнит. |
| сорочка х//б для мальчика мл. шк.. возраста | 2 | 1067 | 25 | 1166 | 42,15 | 227,6 | 2 | Дополнит. |
| Итого: | 4 | - | - | - | 160 | 864 | - |
|
Предварительный расчет потоков в цехе
3.8.План размещения рабочих мест на потоке
Планировка потоков в цехе и размещение рабочих мест в потоке зависит от выбранного способа организации технологического процесса и предусматривает следующие этапы: выбор типов и размеров рабочих мест в соответствии с каждой организационной операцией технологической схемы разделения труда; выбор расположения рабочих мест на потоке. Исходными данными для разработки и установления потока в цехе (на участке) являются:
- план цеха;
- типовые нормы производственных площадей на одного рабочего;
- технологическая схема разделения труда по изготовлению изделия и ее монтажный график;
- типы и размеры рабочих мест и мест хранения полуфабрикатов;
- число единиц оборудования (сводка оборудования);
- организационная форма потока;
- тип транспортных устройств для перемещения кроя и полуфабрикатов;
- нормы безопасности труда.
Рабочие места и оборудование на участке (секциях) могут размещаться либо прямолинейно, в соответствии с технологической последовательностью, либо группами, в которых выполняется обработка одного узла. В первом случае передача деталей может быть прямолинейной или зигзагообразной, во втором - прямолинейность движения не обязательна, главным условием здесь является сокращение расстояния между рабочими местами и отсутствие необходимости применять транспортные средства.
Количество поточных линий в агрегатных и конвейерных потоках определяют в зависимости от длины всего потока. Длина агрегата для обеспечения нормального движения людских потоков не должна превышать 35 метров.
Расположение поточных линий и групп на плане цеха зависит от типа потока и применяемых транспортных средств. Во всех случаях оно должно обеспечить рациональное использование площади цеха в соответствии с нормативами и техникой безопасности.
Для потоков с расположением рабочих мест по принципу прямой линии (конвейерный, агрегатный) длина агрегата должна быть кратна шагу рабочего места потока. Направление движения полуфабриката и готовых изделий по поточным линиям должно обеспечит непрерывность подачи кроя до сдачи готовой продукции. Прежде чем приступить к размещению рабочих мест, необходимо наметить участки заготовки деталей, монтажную и отделочную секции, участок контроля и комплектования готовых изделий. Затем приступить к размещению рабочих мест и оборудования на каждом участке с учетом выбранной формы технологического потока, вида, размера оборудования и рабочих мест. В зависимости от установленной формы организации производства заготовительная и монтажная секции могут быть размещены в одном цехе, а отделочная в другом специализированном цехе. Место запуска следует располагать со стороны подачи кроя, а место выпуска — со стороны сдачи готовой продукции на склад, стремясь к тому, чтобы пути транспортирования кроя, п/фабриката, готовых изделий и движения людей.
Рабочее место — это место, где непосредственно выполняется технологический процесс. Оно включает в себя рабочий стол с установленным на нем соответствующим оборудованием, инструментами и приспособлениями, стул, рабочую зону для исполнителя, зону нахождения полуфабриката до и после выполнения операции. Размер рабочей зоны зависит от позы исполнителя (стоя, сидя), а также от вида выполняемых работ и технологического оборудования. На рис. 3.5 приведен пример размещения рабочих мест на конвейере с регламентированной скоростью движения, указаны размеры некоторых рабочих зон, а также рабочих столов для запуска кроя и выпуска продукции.
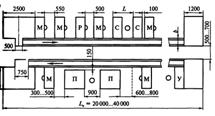
Рис. 3.5. Размещение рабочих мест в конвейерном потоке
Типы и размеры рабочих мест выбирают в зависимости от вида изготовляемых изделий и вида используемых транспортных средств. Размеры рабочих мест приведены в таблице приложения.
При планировке рабочих мест должны быть учтены требования техники безопасности, пожаробезопасности и санитарные нормы.
Согласно санитарным нормам предусматривают следующие размеры проходов по длине и ширине цеха (не менее):
- расстояние по длине цеха от торцевых стен до агрегатов – 3 – 4,5 м, между агрегатами 1,5 м, если здесь не располагаются места запуска и выпуска изделий, и 2 – 2,5 м при размещении между агрегатами мест запуска и выпуска;
- расстояние по ширине цеха от стен до агрегатов –1,1 – 1,2 м;
- расстояние между агрегатами по ширине цеха при расположении 2 – 3 агрегатов – 2 – 2,5 м;
- расстояние между агрегатами по ширине цеха при расположении 4 агрегатов – 1,5 – 2 м;
- ширина главного прохода – 3 – 3,5;
- расстояние между группами – 0,8 – 1,2 м;
- расстояние между колонной и рабочим местом –0,15 м (на конвейерном потоке), 0,4 м - (для остальных)
- расстояние между соседними рабочими местами для ручных и утюжных работ стоя - 0,5м;
- для машинных сидя – 0,55 м;
- расстояние между прессами - 0,8 – 1,5 м;
- расстояние между рабочим местом (без рабочего) и прессом – 0,3 - 0,5 м;
- расстояние между прессом и зоной рабочего места – 0,6-0,8 м;
- расстояние между прессами без рабочего – 0,4 - 0,5 м;
- расстояние от междустолья до утюжных и прессовых рабочих мест – 0,1м;
- расстояние между смежными рабочими местами без рабочего – 0,1м.
Рабочее место для запуска изделий имеет следующие размеры:
- ширина 1,1 –1,2 м;
- длина стола для потоков по изготовлению пальто - 2 – 2,5 м;
- длина стола для потоков по изготовлению костюмов и платьев – 1,8 – 2,0 м;
- длина стола для потоков по изготовлению белья - 1,5 – 1,8 м;
Размеры междустолий:
- для потоков по изготовлению пальто - 0,6 – 0,7 м;
- для потоков по изготовлению костюмов и платьев - 0,5 – 0,6 м;
- для потоков по изготовлению белья - 0,4 – 0,5 м.
Кроме рабочих мест должны иметься соответствующие места для хранения деталей кроя и готовой продукции. Крой хранят на специальных одно- и двухъярусных стеллажах с ячейками, расположенными в зоне запуска. Ширина полок 0,7-0,8 м, длина и высота ячеек в зависимости от размера пачек кроя 0,5-0,9 м. Высота не более 2 м, длина устанавливается в зависимости от запаса деталей.
Готовые изделия хранят в неподвешенном состоянии на стеллажах. Верхние изделия, платья из шерсти и шелка хранят в подвешенном состоянии на передвижных кронштейнах.
Планировка выполняется на миллиметровой бумаге, а затем на ватмане М 1:100 или 1:50 с указанием номеров организационных операций и видов работ. При этом можно стрелками указывать направление движения технологического потока, перемещения деталей и полуфабрикатов, движения транспортных средств, места запуска кроя и выпуска готовой продукции и хранения полуфабриката.
Похожие работы
... ли обосновал свои предложения, что следовало бы сделать дополнительно для более аргументированного обоснования своих предложений, для более глубокого изучения теоретических положений. Оформление дипломной работы должно соответствовать “Положению о выпускных квалификационных работах (бакалавр дипломированный специалист) КГТУ. По отклонению от требований стандарта в рецензии также может быть ...

... освіти. Освітньо-професійна программа підготовки бакалавра напряму підготовки 0502 “Менеджмент”. Проект. МНО України. К. 1999 рік. 3. Василенко В.А., Агалаков Н.М., Цехла С.Ю. Методические указания к выполнению курсовой работы по дисциплине "Экономическое обоснование управленческих решений". Симферополь: КФ КНЭУ, 1997, - 24 с. 4. Подсолонко В.А. Стратегия подготовки экономистов и менеджеров ...
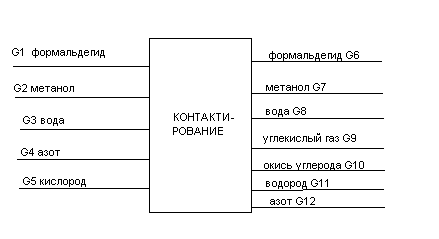
... и красный уголок. Все рассмотренные помещения соединяются между собой с помощью коридоров, лестничных клеток, галерей и тамбуров. 11. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА ПРОИЗВОДСТВА ФОРМАЛИНА Химическое производство относится к отрасли промышленности, которая представляет потенциальную опасность профессиональных заболеваний и отравлений работающих. Число отравлений и профессиональных ...
... приказом по университету. В течение первой недели дипломного проектирования руководитель оказывает студенту помощь в разработке календарного графика работы на весь период дипломного проектирования с указанием очерёдности, сроков выполнения и трудоёмкости отдельных этапов работы. Ответственность за выполнение этого графика несёт дипломант. Руководитель рекомендует необходимую литературу, ...
0 комментариев