Обоснование выбора моделей
Нормирование расхода материала, выполнение раскладки лекал
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Технологическая последовательность обработки изделия
Технологическая схема разделения труда и ее анализ
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
ОРГАНИЗАЦИЯ ВНУТРИЦЕХОВОГО ТРАНСПОРТА
ОХРАНА ТРУДА
Навигация
Анализ технологической схемы основного потока
Методические указания по выполнению дипломного проекта
72887
знаков
23
таблицы
8
изображений
3.4. Анализ технологической схемы основного потока
Анализ производится расчетным и графическим методами.
Коэффициент согласования Кс определяющий загруженность потока, определяется по формуле (19).
![]() (19)
(19)
где Tизд - трудоемкость изделия в потоке, сек, Nф - фактическое количество рабочих, τ - такт потока, сек.
Поток в целом считается согласованным правильно, если Кс = 1 ±0,02; если Кс < 1 – в потоке больше недогруженных операций, если Кс > 1 – в потоке больше перегруженных операций. Если коэффициент согласования отклоняется от единицы более допустимого, то уточняют такт потока. Графический анализ производится по графику синхронности, диаграмме синхронности операций и монтажному графику – схеме перемещения полуфабриката.
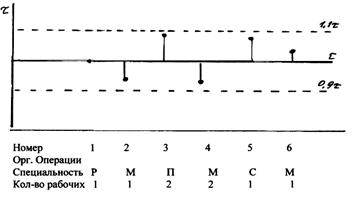
Рис 3.1. График синхронности
![]()
![]()
![]()
![]()
![]()
![]()
![]() График синхронности показывает время выполнения операции и отклонения времени от такта.
График синхронности показывает время выполнения операции и отклонения времени от такта.
Диаграмма синхронности показывает загруженность операции и специализацию работ.
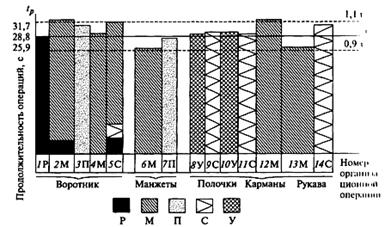
Рис. 3.2 Диаграмма синхронности
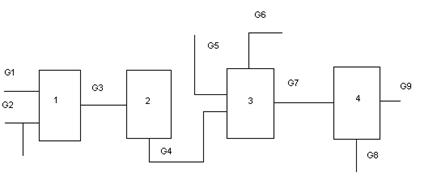
Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями.
На основании монтажного графика решается вопрос о возможности и целесообразности разбивки потока на отдельные секции, расставляются внутрипроцессные транспортные средства.

Рис 3.3.Монтажный график
3.5. Расчет и анализ технико-экономических показателей потока
Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке.
Для расчета ТЭП составляется сводная таблица 3.5.
Таблица 3.5
Сводная таблица численности рабочих по специальностям в потоке
Наименование изделия_________________
Выпуск в смену, ед.__________
Такт потока, сек_____
Количество рабочих в потоке ___________
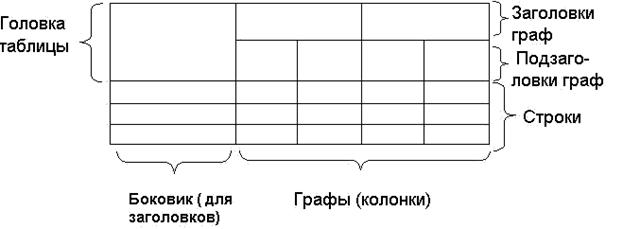
| разряд | Затраты времени на работу, сек | Количество рабочих по видам работ | Сумма тарифных разрядов | Тарифный коэффициент | Сумма тарифных коэффициентов | ||||||||||||||||
| Машинные | С/машинные (автоматы) | Ручные | Утюжильные | Прессовые | Итого по разрядам | ||||||||||||||||
| время (тм) | количество рабочих | время (тс), (та) | количество рабочих | время (тр) | количество рабочих | время (ту) | количество рабочих | время (тп) | количество рабочих | количество рабочих (nр) | время (тизд) | удельный вес, % | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |||||
| 1 | 1,00 | ||||||||||||||||||||
| 2 | 1,2 | ||||||||||||||||||||
| 3 | 1,3 | ||||||||||||||||||||
| 4 | 1,4 | ||||||||||||||||||||
| 5 | 1,5 | ||||||||||||||||||||
| 6 | 1,6 | ||||||||||||||||||||
| Итого по спец. | ∑ | ∑ | ∑ | ∑ | ∑ | ∑ | ∑ | ∑ | ∑ | ∑ | ∑ | ∑ | 100 | ∑ | ∑ | ||||||
| Удельный вес, % | |||||||||||||||||||||
Технико-экономические показатели процесса рассчитываются на основе организационно-технологической схемы потока и сводной таблицы рабочей силы и приводятся в сводной таблице 3.6.
Показатели рассчитываются по следующим формулам:
- Выработка на одного рабочего в смену (производительность труда) характеризует технический уровень потока:
![]() (20)
(20)
где Мсм - выпуск в смену, ед, N р - расчетное количество рабочих, чел.
- Средний тарифный разряд:
![]() (21)
(21)
- Средний тарифный коэффициент Qср
![]() ( 22)
( 22)
Показатели Qср, rcp характеризуют квалификационную сторону применяемой технологии, но не прогрессивность потока.
- Стоимость обработки единицы изделия Ризд, руб.:
Pизд =∑Рi( 23 )
где: Рi - сумма расценок по организационным операциям
![]() (24)
(24)
![]() (25)
(25)
![]() (26)
(26)
где: Ст дн 1 раз- дневная тарифная ставка 1 разряда;
Ст час- часовая тарифная ставка 1 разряда;
cумма тарифных коэффициентов (графа 17);
Qср - средний тарифный коэффициент;
Мсм - выпуск в смену;
ПТ - выработка на 1 рабочего в смену.
- Коэффициент механизации потока Км.:
![]() (27)
(27)
где: ∑t м, ∑t с, ∑t п, ∑tа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек.
- Коэффициент использования оборудования
-
![]() (28)
(28)
где:![]() ,
, ![]() ,
, ![]() ,
, ![]() - сумма времени по неделимым операциям машинных специальностей, сек;;
- сумма времени по неделимым операциям машинных специальностей, сек;; ![]() ,
, ![]() ,
, ![]() ,
,![]() - сумма времени по организационным операциям машинных специальностей, сек.
- сумма времени по организационным операциям машинных специальностей, сек.
Ки.о. – характеризует качество разделения труда по специализации рабочих мест.
- Съем продукции с 1 м2 производственной площади:
![]() (29)
(29)
где: Мсм - выпуск изделий в смену, ед.; Sпот - площадь потока, м2.
Таблица 3.6
Технико-экономические показатели проектируемого потока
| № п/п | Технико-экономические показатели | размерность | Числовое значение |
| 1 | Выпуск в смену, Мсм | ед. | |
| 2 | Трудоемкость изготовления изделия, Тизд | Сек | |
| 3 | Численность рабочих: расчетная, Nр Фактическая,Nф | чел. | |
| 4 | Выработка на одного рабочего в смену (производительность труда), ПТ | ед. | |
| 5 | Средний тарифный разряд, rср | ||
| 6 | Средний тарифный коэффициент, Qcр | ||
| 7 | Стоимость обработки единицы изделия, Ризд | руб. | |
| 8 | Коэффициент загрузки (согласования), Кс | ||
| 9 | Коэффициент механизации потока, Км | ||
| 10 | Коэффициент использования оборудования, Ки.о. |
| |
| 11 | Съем продукции с 1 м2 производственной площади,σ | ед. |
|
Похожие работы
... ли обосновал свои предложения, что следовало бы сделать дополнительно для более аргументированного обоснования своих предложений, для более глубокого изучения теоретических положений. Оформление дипломной работы должно соответствовать “Положению о выпускных квалификационных работах (бакалавр дипломированный специалист) КГТУ. По отклонению от требований стандарта в рецензии также может быть ...

... освіти. Освітньо-професійна программа підготовки бакалавра напряму підготовки 0502 “Менеджмент”. Проект. МНО України. К. 1999 рік. 3. Василенко В.А., Агалаков Н.М., Цехла С.Ю. Методические указания к выполнению курсовой работы по дисциплине "Экономическое обоснование управленческих решений". Симферополь: КФ КНЭУ, 1997, - 24 с. 4. Подсолонко В.А. Стратегия подготовки экономистов и менеджеров ...
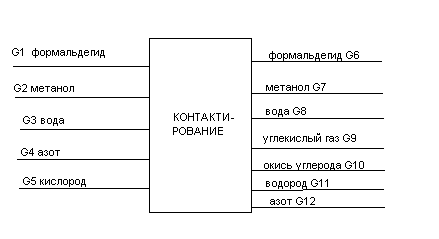
... и красный уголок. Все рассмотренные помещения соединяются между собой с помощью коридоров, лестничных клеток, галерей и тамбуров. 11. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА ПРОИЗВОДСТВА ФОРМАЛИНА Химическое производство относится к отрасли промышленности, которая представляет потенциальную опасность профессиональных заболеваний и отравлений работающих. Число отравлений и профессиональных ...
... приказом по университету. В течение первой недели дипломного проектирования руководитель оказывает студенту помощь в разработке календарного графика работы на весь период дипломного проектирования с указанием очерёдности, сроков выполнения и трудоёмкости отдельных этапов работы. Ответственность за выполнение этого графика несёт дипломант. Руководитель рекомендует необходимую литературу, ...
0 комментариев