Навигация
Пакет состоит из слоя клеевой прокладочной ткани для фронтального дублирования ткани верха и увеличенной плечевой накладки
27575
знаков
7
таблиц
10
изображений
1. Пакет состоит из слоя клеевой прокладочной ткани для фронтального дублирования ткани верха и увеличенной плечевой накладки.
2. Пакет, кроме слоя клеевой прокладочной ткани для фронтального дублирования и плечевой накладки, содержит один (первый) слой бортовой прокладки.
3. Пакет включает и себя слой прокладочной ткани для фронтального дублирования материала верха, первый слой бортовой прокладки, волосяную накладку, второй (дополнительный) слой бортовой прокладки и плечевую накладку. При этом каждый из слоев составляющих пакет, имеет определенное направление нити основы по отношения к направлению нити основы ткани верха.
Наибольшее предпочтение отдается пакетам 1 и 2, которые отвечают современным требованиям моды, требующей большей мягкости и подвижности конструкции изделия.
В швейной промышленности при изготовлении бортовых прокладок используется широкий ассортимент прокладочных материалов. В качестве основного и дополнительного слоев бортовой прокладки применяют полушерстяную бортовую ткань, льняные и полульняные ткани, нетканые материалы с клеевым покрытием и без него.
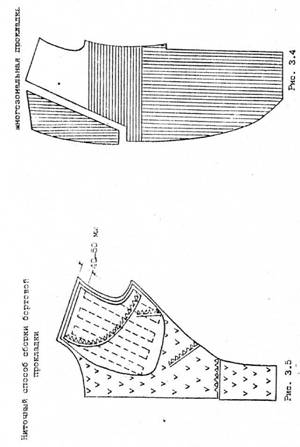
Перспективным является использование многозанальных прокладочных материалов с заданными свойствами в которых имеются плотность и жесткость на определенных участках (рис. 3.4.)
Использование многозональной клеевой прокладки позволяет получить устойчивую форму изделия без применения многослойного пакета бортовой прокладки, уменьшить массу, улучшить внешний вид, сократить затраты времени и повысить производительность труда.
| Схема сборки бортовой прокладки для женских и детских изделий |
Основной слой и дополнительные накладки бортовой прокладки соединяют ниточными, клеевыми или комбинированными способами.
Обработка бортовых прокладок начинают со стачивания выточек и притачивание надставок. Выточки и надставки стачивают швом встык или накладным швом шириной 10 мм. на стачивающей машине или на машине с зигзагообразной строчкой.
Вытачки допускаются стачивать одновременно с соединением основного слоя и дополнительных накладок бортовой прокладки.
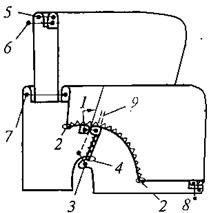
Накладки соединяют с основным слоем бортовой прокладки на стачивающей машине или машине зигзагообразной строчкой. При изготовлении мужских изделий на ботовую прокладку по разметкам, выполненным в раскройном цехе, укладывают прокладку из волосяной ткани, затем второй слой прокладки и плечевую накладку. Все детали скрепляют одной строчкой вдоль по середине. Бортовую прокладку можно выстегивать со стороны дополнительных накладок или со стороны основного слоя в зависимости от расположения накладок по отношению к полочке и подкладке изделия. Строчки прокладывают на расстоянии 10…20 мм, начиная от середины бортовой прокладки. Выстрачивание выполняется без отрыва нити, строчки не должны доходить до плечевых срезов на 40…50мм (рис.3.5.).
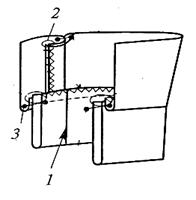
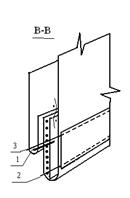
В женских и детских изделиях плечевые накладки соединяют с основным слоем бортовой прокладки долевыми или поперечными строчками, с расстоянием между углами 20мм. Строчки не должны доходить до плечевых срезов на 40…50 мм (рис 3.2).
После выстегивания бортовую прокладку формуют на прессе со специальными подушками, затем уточняют ее размеры по вспомогательным лекалам.
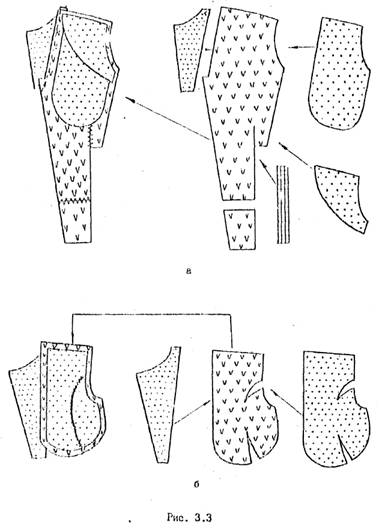
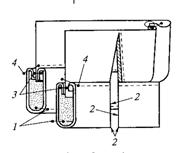
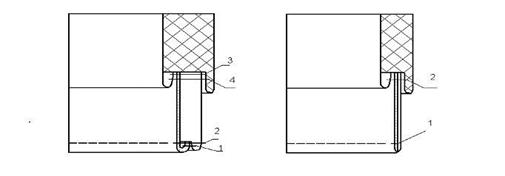
При клеевом способе сборку и формование бортовой прокладки на прессах со специальными подушками без предварительного соединения дополнительных клеевых накладок (рис.3.3).
Операцию производят отдельно для правой и левой бортовой прокладки. Такой способ обработки обеспечивает значительное сокращение трудоспособности за счет совмещения операций сборки и формования, улучшения производительности труда и улучшении качества.
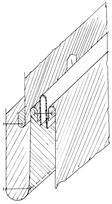
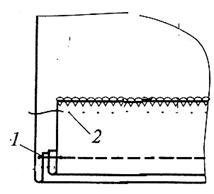
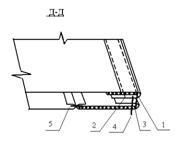
Отрезной лацкан из материала с клееным покрытием притачивают к бортовой прокладке накладным швом шириной 10 мм так, чтобы клеевое покрытие было обращено к изнаночной стороне полочки. Строчку прокладывают по лацканам с неклеевой стороны (рис.3.3).
В изделиях с дублированными полочками по линии отрезного лацкана к cpезу бортовой прокладки притачивают на стачивающей машине клеевую кромку располагая ее клеевым покрытием в сторону полочек.
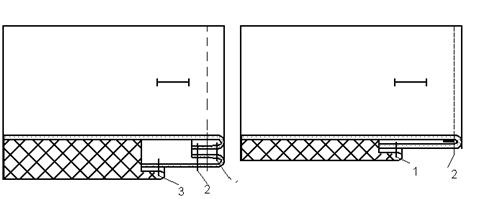
В изделиях из тканей с полиэфирными волокнами на бортовую прокладку на участке бортов и лацканов вместо кромки настрачивают прокладку из коленкора. Строчку прокладывают ан расстоянии 5..7 мм. от внутренних срезов прокладки, внешние срезы коленкоровой прокладки должны выступать за срез борта на 7...9 мм (рис.3.6).
3.3. Сборки бортов
Последовательность сборки бортов зависит от модели, конструкции, используемых материалов.
Основными операциями по сборке бортов является: формование полочек и соединения их с бортовой прокладкой; прокладывание кромки; соединение подбортов с полочками; отделка края борта.
Похожие работы


... воротник Пр 6 2,14 ПСП-1 Дается сравнительная оценка методов по сокращению затрат времени, повышению производительности труда и качества обработки. Для детального анализа (рис. 3) приведены три варианта обработки воротника в мужском пальто. 2. 3. 1. 1 2 ...

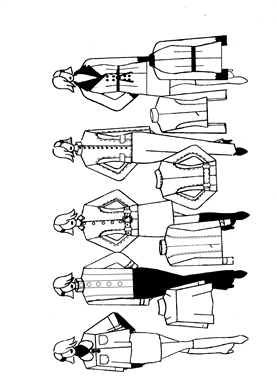
... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
... этом массу изделия. Рисунок 4 - Графические модели методов обработки основных узлов женского жакета Метод 1 Метод 2 Метод 3 Рисунок 5. Графические модели методов обработки заданного узла (накладной карман на подкладке) 5.3 Выбор и оценка методов обработки заданного узла изделия (накладной карман на подкладке) Технология обработки швейных изделий изменены с ...
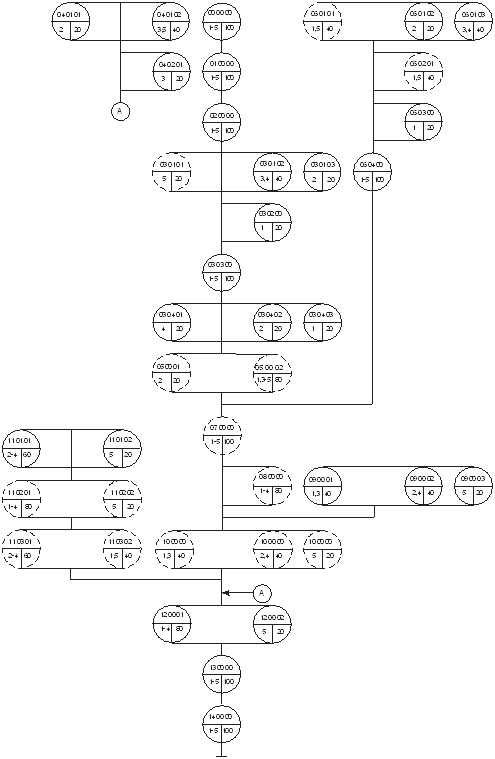
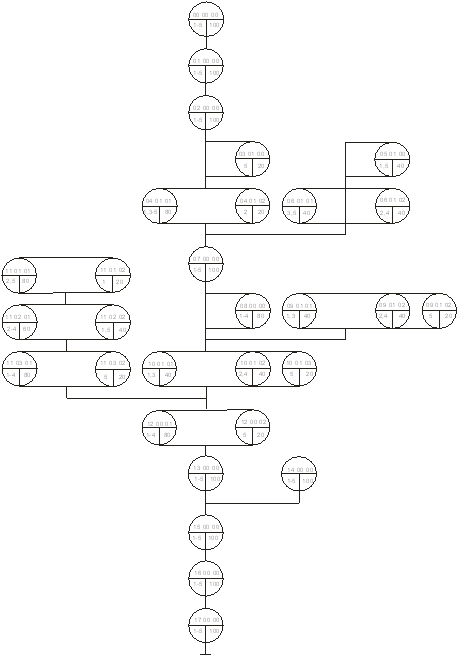
... в пройму изделия 1–4 80 12 00 02 Вмётывание рукавов-реглан в пройму изделия 5 20 13 00 00 Замётывание гладкого низа изделия 1–5 100 14 00 00 Заключительная обработка изделия перед примеркой 1–5 100 II Секция. Дошив женского жакета на подкладке после примерки 00 00 00 Бригадирские функции 1–5 100 01 00 00 Уточнение изделия после примерки 1–5 100 02 00 00 Выкраивание ...
0 комментариев