Навигация
Соединение полочек о бортовыми прокладками
27575
знаков
7
таблиц
10
изображений
3.3.1 Соединение полочек о бортовыми прокладками
Операцию можно выполнить ниточным, клеевым и комбинированным способом.
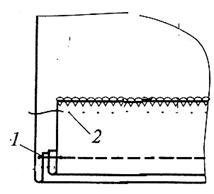
Соединение полочек с бортовой прокладкой может осуществляться строчкой временного крепления на специальной машине однониточного цепного стежка. Строчки прокладывают по лицевой стороне полочки. Первая строчка проходит через центр выпуклости груди (от плечевых срезов до боковых карманов). Вторая - параллельно линии бортов (на расстоянии 30...35 мм от срезов) и сгибам лацканов (на расстоянии 20 мм в сторону пройм). Третья - по горловине, плечевым срезам (па расстоянии 50...60 мм от них), проймам, внутренним срезам прокладки (на расстоянии 30...40 мм от них; (рис.3.7).
Такой способ соединения не обеспечивает достаточной эффективности.
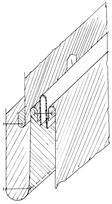
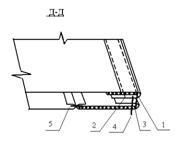
Бортовую прокладку накладывают на полочку, уравнивая срезы деталей по линиям горловины, плечевым срезам и срезам пройм так, чтобы срезы прокладок располагались от срезов полочки на расстоянии по горловине от сгиба лацкана до уступа 12...15 мм, в уступах, и лацканах 10...11 мм, в бортах 12…15 мм, внизу - на 5 мм выше линии подгиба низа (рис.3.8).
При обтачивании по бортовой прокладке, срезы прокладки в бортах располагают на одном уровне со срезами полочек.
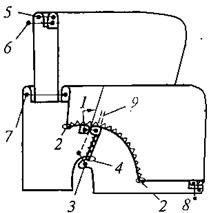
Бортовую прокладку без клеевого покрытия соединяют с полочками на стачивающей машине с ножом по линии сгиба лацканов на участке, равном 2/3 их длины, по краям горловины, борта, плечевых срезов. и срезов пройм или по отдельным из указанных участков. Строчку прокладывают с лицевой стороны полочек на расстоянии 5мм от указанных срезов (при прокладывании строчки по линии сгиба лацканов нож отключают) (рис.3.8.,3.9.).
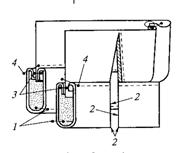
Многозональную прокладку приклеивают к полочке на прессе со специальными подушками с одновременным формованном. Прокладку располагают на расстоянии 5 мм от всех срезов полочки (рис.3.10). Способ обеспечивает высокую эффективность и хорошее качество узла. Бортовую прокладку с клеевым покрытием соединяют с полочками на прессе со специальными подушками. Для этого полочки укладывают на подушку пресса, бортовую прокладку клеевой стороной на изнаночную сторону полочки, на бортовую прокладку дополнительные клеевые накладки и соединяют путем прессования. Такой способ позволяет одновременно выполнить сборку клеевых деталей бортовой прокладки, соединение бортовой прокладки с полочкой, формования полочки и бортовой прокладки.
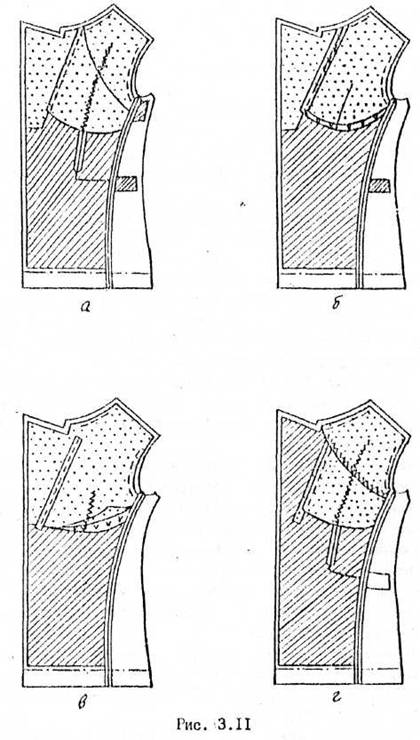
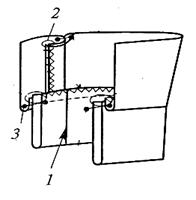
В изделиях с дублированными полочками соединение бортовой прокладки производиться аналогично (рис.3.11).
3.3.2 Прокладывание кромок
Кромку прокладывают для закрепления формы края борта и предохранения его от растяжения в процессе эксплуатации изделия.
Клеевую кромку прокладывают утюгом с натяжением, выпуская ее край по борту и лацкану на 5...6 мм за срезы бортовой прокладки. Величина посадки края борта на кромку зависит от ткани, формы лацкана, модели изделия. Ориентировочная посадка: по горловине и уступу лацкана - 2 мм, по срезу лацкана до верхней петли - 5...6 мм, по борту между петлями - 2 мм, в нижней части борта 2...3 мм, по линии изгиба лацкана 4...5 мм. От срезов полочки края кромки должны располагаться на следующем расстоянии: по горловине - ...10 мм, по уступу и лацкану 5 мм, по борту - 7 мм, по низу на 2 мм выше линии подгиба низа (рис.3.12).
Несоблюдение технических условий при прокладывании кромки снижают качество изготовления изделия, так как могут возникнуть следующие дефекты:
- при неодинаковом натяжении кромки на правом и левом бортах получается разная длина полочек;
- при недостаточной посадке края на кромку борта внизу полочек расходятся;
- при чрезмерной посадке края на кромку полочки внизу находят одна на другую больше, чем на ширину полузаноса.
В изделиях с дублированными клеевой прокладкой полочками, в пиджаках, жакетах и куртках из шерстяных тканей с повышенным содержанием синтетических волокон, в изделиях с клеевыми бортовыми прокладками края бортов обрабатывают без кромок.
3.3.3 Соединение подбортов с полочками
Соединение подбортов с полочками может производиться различными способами в зависимости от ассортимента, конструкции изделия, вида поверхности ткани, толщины ткани, модели.
В изделиях из ткани в полоску или клетку, в которых требуется подгонка рисунка по краю борта, подборта вручную наметывают на полочку, делая посадку в зависимости от способности ткани к усадке и формы лацканов.
Для тканей с небольшим содержанием синтетических волокон подборта наметывают на полочки, посаживая в углях лацканов на 5…7 мм, по краю лацкана 4…5 мм, по краю борта между петлями – 2 мм. В нижних углах полочек подборта наметывают с натяжением, посаживая полочку на 2...4 мм. Посадку подбортов сутюживают на участке 30..40 мм от срезов.
При недостаточной посадке подборта может возникнуть дефект - концы лацкана не прилегают к изделию. При излишней посадке подборта возникает излишняя слабина подбортов на участке лацкана. После наметывания производят обтачивание полочки подбортом на стачивающей машине с ножом. Верхние и нижние углы бортов предварительно обмеляют по вспомогательному лекалу. Обтачивание производят по полочке.
Наиболее распространен способ обтачивание бортов на специальной машине без предварительного наметывания подбортов. На полочках намечают линии обтачивания углов лацкана и низа бортов. Подборта складывают с полочками лицевыми сторонами внутрь и обтачивают по полочкам на специальной машине с ножом и механизмом, обеспечивающим посадку подбортов в местах, предусмотренных конструкцией. В верхних и нижних углах обтачивание производится по намеченным линиям, на остальных участках в зависимости от предыдущей обработки- Если изделие обработано с кройкой - обтачивают по кромке на расстоянии I мм от ее внешнего края. В изделиях без кромки - на расстоянии 6...7 мм от среза полочки при обработке бортов в "чистый край" и на 3...4 мм - при обработке с отделочной строчкой по краю борта.
Соединений дублированных полочек с бортовой прокладкой
Обтачивание бортов подбортами можно производить одновременно с притачиванием кромки, используя специальную машину типа 297 кл. ОЗЛМ со специальным приспособлением марки 3-82 ЦНИИШП для прокладывания кромки.
Нижние углы полочек обтачивают при обработке края борта или при соединении подкладки с подбортами.
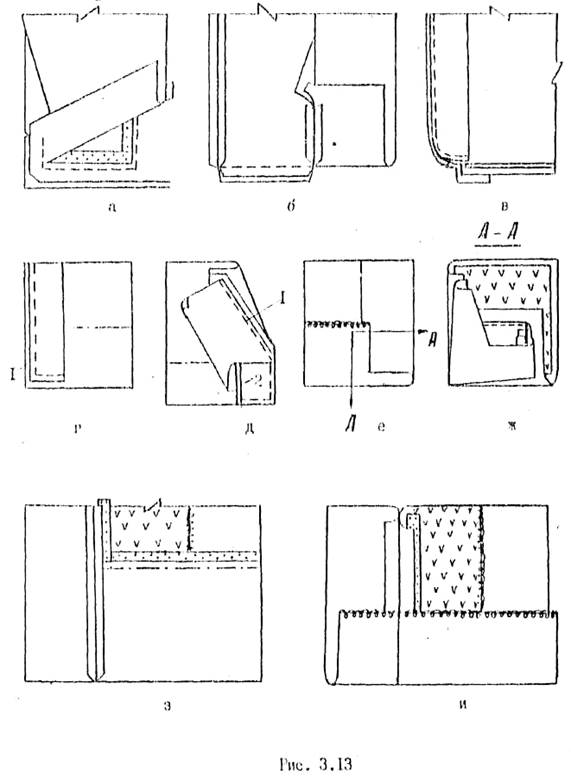
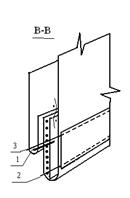
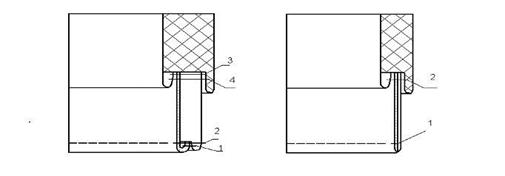
В изделиях из толстых тканей с притачанной по низу подкладкой при обтачивании бортов и нижних углов полочек одновременно притачивают подборта к низу полочек и к припуску на подгиб изделия, не доводя строчку (по надсечкам) до срезов низа на 15... 20 мм. Ширина шва 5 мм. Строчка должна проходить на 1...1.5 мм ниже линии подгиба низа, а в концах надсечек - на расстоянии 1 мм от срезов (рис.3.13.а,б).
В пиджаках, жакетах, куртках нижние углы бортов обтачивают, заканчивая строчку на расстоянии 20...30 мм от внутреннего среза подбортов. Окончательно углы обрабатывают при соединении изделия с подкладкой (рис.3.13,в).
В изделиях с отлетной по низу подкладкой подборт выкраивают по длине с учетом припуска на подгиб низа изделия. Борта и низ обтачивают обычным способом (рис.3.13.г, строчка 1). Зятем припуск на подгиб низа подборта перегибают по линии сгиба лицевой стороной внутрь, стачивают до рассечки на внутренней стороне подборта швом шириной 10 мм (рис.3.14.д, строчка2). Углы подсекают и вывертывают на лицевую сторону (рис.3.13.е.ж).
В женских и детских изделиях борта обтачивают до нижнего среза полочек. После разутюживания швов обтачивания бортов низ изделия и подборта подгибают по намеченной линии, заутюживают и подшивают на специальной машине, заканчивая строчку посередине ширины подбортов (рис.3,13.з.и).
Наиболее объективным методом является соединение подбортов с полочкой на полуавтомате 360 кл. ПМЗ. Такой метод применяется при обработке моделей с отделочной строчкой по краю борта.
На полуавтомате производят обтачивание бортов и лацканов подбортами с одновременным выполнением посадки, прокладыванием клеевой кромки и обрезанием шва.
Обработка нижних углов бортов
В этом случае изменяется последовательность сборки деталей. Полочки соединяют с бортовой прокладкой после операции обтачивания полочки подбортом. Соединение производят на специальном прессе с зажимами. Бортовую прокладку укладывают на полочке так, чтобы ее срезы располагались под кромкой. При прессовании происходит одновременно подгибании и фиксирование припуска на подгиб низа изделии с помощью специального загибочного устройства. Затем по линиям горловины, срезам пройм и борта полочки с бортовой прокладкой соединяют на стачивающей машине на расстоянии 5 мм от срезов.
Край бортов приутюживают на специальном прессе с шаблонами, образуя кант на участке лацканов и сторону полочек, на участке бортов - в сторону подбортов.
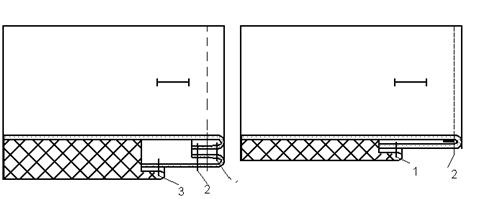
При изготовлении изделии из пальтовых тканей соединение подбортов с полочками можно производить одновременно с окантовыванием срезов. Подборта складывают с полочками изнанкой внутрь, уравнивая срезы, и стачивают на машине с ножом на расстоянии 4...5 мм от срезов. Стачивание производят по полочке, углы лацканов намечают по вспомогательному лекалу (рис.3.14а). Затем борта окантовывают специальной тесьмой или полоской ткани с помощью окантовывателя (рис.3.146).
Для обработки нижних углов подборта отгибают, складывая их лицевой стороной с полочками, и обтачивают борта по линии подгиба низа на стачивающей машине с ножом, доводя строчку до внутренних краев подбортов и отключая нож на расстоянии 15...20 мм от них. Углы внизу бортов вывертывают на лицевую сторону, подборта настрачивают на припуск подгиба низа, прокладывая строчку по окантовке (рис.3.14.в).
Похожие работы


... воротник Пр 6 2,14 ПСП-1 Дается сравнительная оценка методов по сокращению затрат времени, повышению производительности труда и качества обработки. Для детального анализа (рис. 3) приведены три варианта обработки воротника в мужском пальто. 2. 3. 1. 1 2 ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
... этом массу изделия. Рисунок 4 - Графические модели методов обработки основных узлов женского жакета Метод 1 Метод 2 Метод 3 Рисунок 5. Графические модели методов обработки заданного узла (накладной карман на подкладке) 5.3 Выбор и оценка методов обработки заданного узла изделия (накладной карман на подкладке) Технология обработки швейных изделий изменены с ...
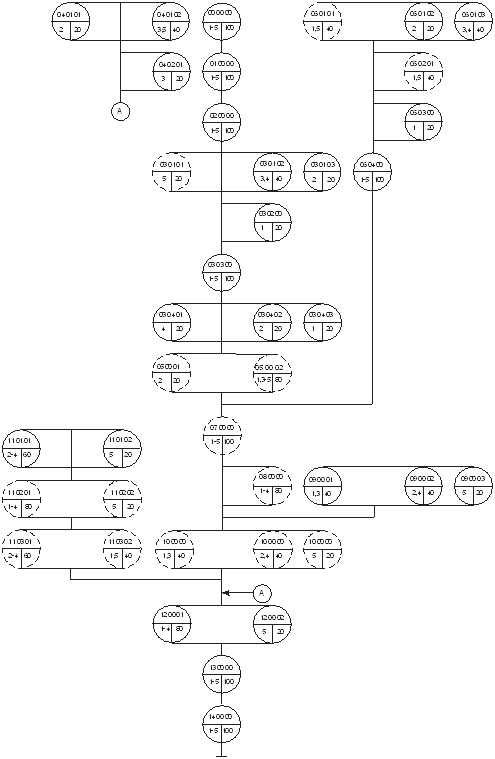
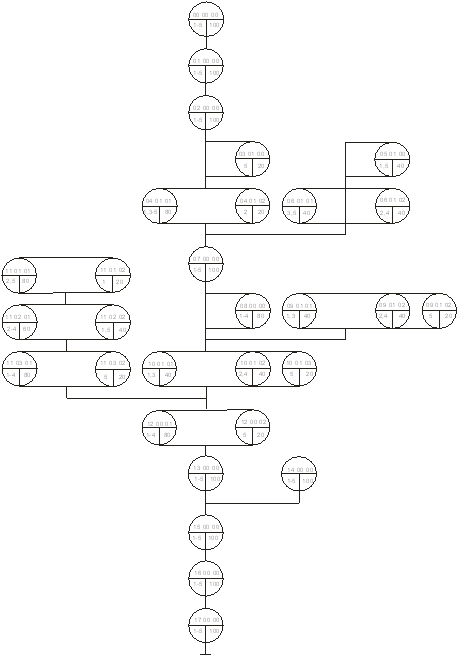
... в пройму изделия 1–4 80 12 00 02 Вмётывание рукавов-реглан в пройму изделия 5 20 13 00 00 Замётывание гладкого низа изделия 1–5 100 14 00 00 Заключительная обработка изделия перед примеркой 1–5 100 II Секция. Дошив женского жакета на подкладке после примерки 00 00 00 Бригадирские функции 1–5 100 01 00 00 Уточнение изделия после примерки 1–5 100 02 00 00 Выкраивание ...
0 комментариев