Навигация
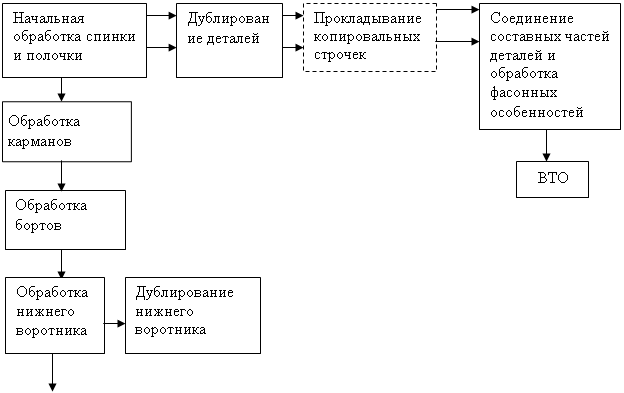
3.3.4 Отделка края борта
Швы в углах лацканов и бортов обрезают, оставляя припуск 1,5..2,0 мм, в концах уступов делают надсечки.
Обработка края борта окантовкой
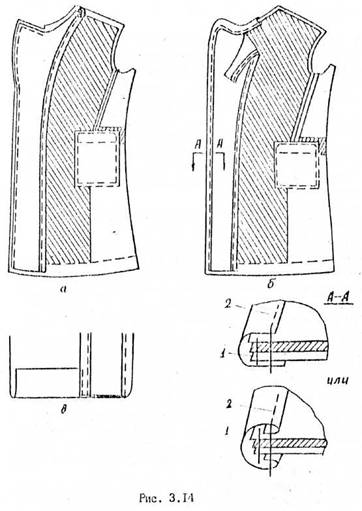
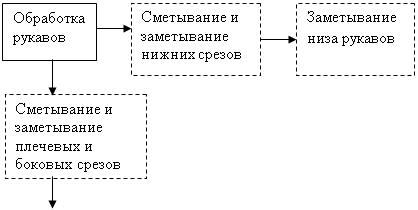
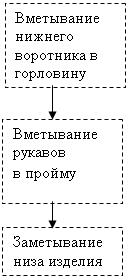
При обработке краев бортов с отделочной строчкой углы вывертывают на лицевую сторону. Углы, края бортов и лацканов выправляют и выметывают, а низ изделия заметывают на специальной машине.
Лацканы выметывают со стороны полочек, борта - со стороны подбортов. При выметывании образуют кант: в лацканах (от уступа до мерной петли) - из подбортов шириной 1...1,5 мм, в бортах - из полочек шириной 1..2 мм. В изделиях из толстых тканей ширина канта равна 3 мм,
В изделиях с застежкой доверху борта и уступы выметывают со стороны подбортов, образуя кант из полочки.
Внутренние срезы подбортов приметывают к полочкам на специальной машине на расстоянии 25...35 мм от срезов подборта. Борта и низ приутюживают и прокладывают отделочную строчку.
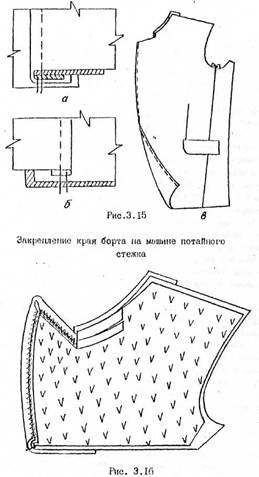
При обработке краев борта без отделочной строчки "в чистый край" швы обтачивания бортов подрезают на участке лацканов со сторона полочек, на участке бортов со стороны подбортов, оставляя припуск 2...3 мм, и прикрепляют на стачивающей машине, машине потайного стежка, клеевой пленкой, клеевой нитью или паутинкой.
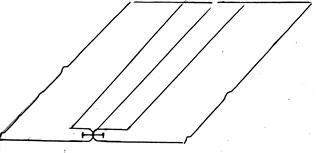
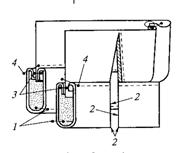
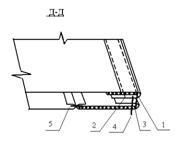
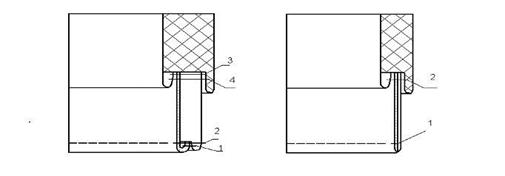
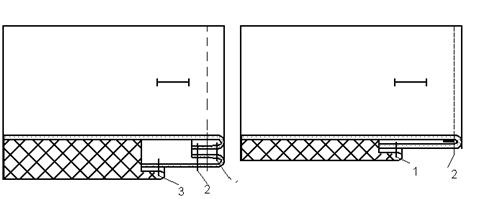
При прикреплении швов на стачивающей машине углы бортов и лацканов вывертывают на лицевую сторону. Строчку прокладывают с лицевой стороны изделия на расстоянии 1..2,5мм от швов обтачивания. В изделиях с лацканами строчку на участке лацканов прокладывают по полочкам (рис.3, 15.а), на участке бортов - по подбортам (рис.3. 15.б), предварительно сделав рассечки шва на уровне перегиба лацканов и внизу бортов. В изделиях с застежкой доверху строчку прокладывают по подбортам.
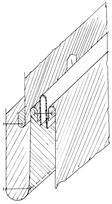
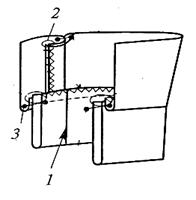
В изделиях с неклеевой бортовой прокладкой производят подшивание шва обтачивания борта к бортовой прокладке на машине потайного стежка (рис.3.16).
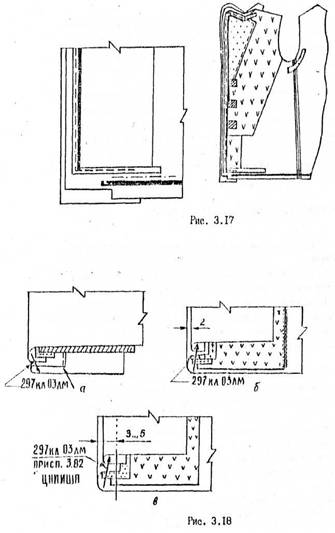
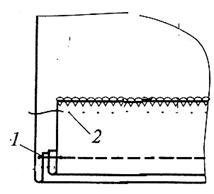
Клееную пленку прокладывают на специальной машине по полочке после разутюживания шва обтачивания борта.
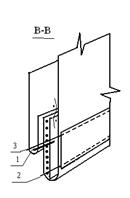
Внешний край пленки располагают на расстоянии 1 мм от строчки обтачивания бортов, внизу на расстоянии 3 мм от линии подгиба низа. Ширина пленки 5 мм (рис.3.17).
Закрепление края борта на стачивающей машине
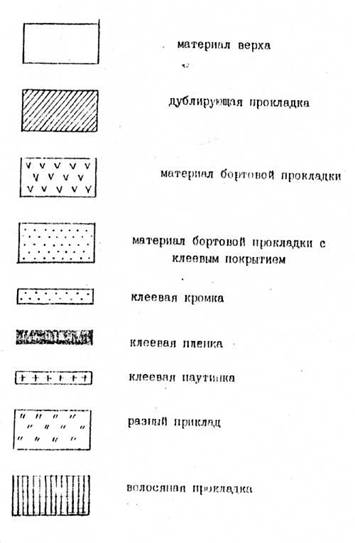
При прикреплении швов обтачивания борта клеевой нитью ее прокладываю на стачивающей машине па припуск шва подборта со стороны, обращенной к бортовой проклейке, перед вывертыванием углов. Клеевую нить заправляют в шпульку челночного комплекта (рис.З,8а).
Клеевую паутинку в виде полоски шириной 12…15 мм притачивают при обтачивании бортов, прокладывая ее со стороны полочек или подбортов (рис.3.18.б).
Дальнейшая обработка состоит из вывертывании, выметывании приутюживании краев бортов.
Края борта без отделочной строчки можно обрабатывать вспушкой на специальной машине после его выметывания (рис.3.18.в).
В бортах с цельновыкроенным подбортом при сборке обтачиваются углы в уступах лацканов и внизу бортов. Закрепление края борта производиться аналогично обработке с отрезными подбортами.
Основными направлениями совершенствования обработки бортов является унификация методов обработки и совершенствование конструкции деталей одежды.
Унификация методов обработки будет способствовать максимальному применению специальных высокопроизводительных; машин, замене ручных операций машинными.
Совершенствование конструкций бортовых прокладок должно идти в направлении ликвидации лишних швов, вытачек, устранения многослойности. Перспективным является использование многозональных прокладок, обладающих различными физико-механическими и формовочными свойствами по зонам. Применение многозональных прокладок создает возможность полной ликвидации дополнительных прокладок, совмещения операция дублирования и формования полочек, уменьшения массы изделия и улучшение внешнего вида одежды. Весьма важным является дальнейшая разработка новых материалов для прокладок. Высокие показатели упругих и прочностных свойств имеет прокладочный армированный нетканый материал неткарм, представляющий собой пакет, состоящий из 2-х слоев клееных нетканых материалов и расположенных между ними капроновых волокон.
Закрепление края борта клеевой пленкой
В изделиях из облегченных тканей и тканей рыхлых структур в качестве прокладки возможно использование специальной неармированной плоскостабилизированной полиэтиленовой сетки. Использование этих прокладок позволит осуществить переход к малооперационной технологии
Применение полочек с цельновыкроенными подбортами сокращает расход ткани, повышает производительность труда, улучшает качество, так как устраняет дефекты, возникающий при обработке обтачного шва, искривление, излишнее утолщение краев, неровный кант и т.д.
В целях улучшения качества и повышения эффективности изготовления бортов необходимо использовать параллельные и параллельно - последовательные методы их обработки. Перспективным является оборудование, с помощью которого одновременно возможно выполнение нескольких операций, например, обтачивание края полочки подбортов, посадка подборта по отдельным участкам, подрезание края шва, прокладывание кромки.
4. порядок выполнения и оформление работы
4.1. Получить задание на методы обработки и сборки бортов верхней одежды.
4.2. Ознакомиться по образцам с особенностями обработки и сборки бортов мужской, женской и детской одежды.
4.3.По специальной литературе и нормативно-технической документации выбрать оборудование, режимы и методы обработки и сборки бортов конкретного изделия по заданию преподавателя.
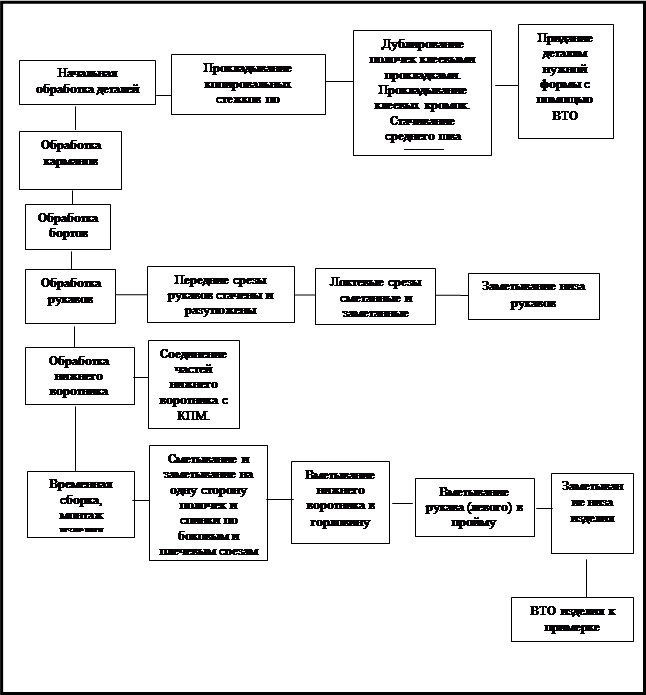
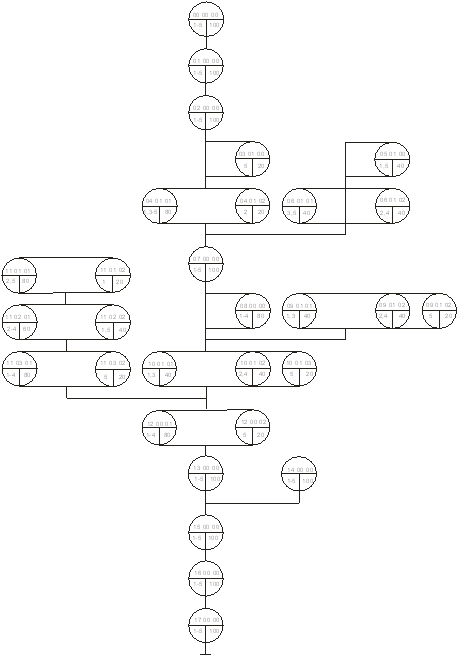
4.4.Составить графическую схему сборки бортов данного изделия
4.5.Разработать технологическую карту обработки узла.
4.6.Перечислить направления совершенствования выбранных методов обработки о указанием ожидаемой эффективности от их применения.
4.7.Зарисовать сборочные схемы обработки бортов с различными способами отделки края.
|

Условные обозначения
Отчет по лабораторной работе должен включать следующие разделы:
1.Краткую характеристику метода обработки и сборки борта заданной модели.
2.Графическую схему сборки узла.
3.Технологическую карту узла по форме таблицы 4.1.
Таблице 4.1
Технологическая карта
| Наименование изделия | ||||
| Вид ткани | ||||
| Наименование узла | ||||
| № неделимой операции | Содержание неделимых операций | Технические условия выполнения | Эскиз | Оборудование |
4.Направление, совершенствования выбранных методов обработки по форме табл.4.2
Таблица 4.2
Направление совершенствования выбранных методов обработки
| Наименование детали или узла | Рассмотренный метод обработки | Рекомендуемое совершенствование | Ожидаемый эффект |
5.Зарисовку сборочных схем с указанием используемых материалов, применяемого оборудования и приспособлений, используя условные обозначения (рис.4.I).
ЛИТЕРАТУРА
1.Основы промышленной технологии поузловой обработки верхней одежды/ Т.И.Куликова, Л.А.Досова, К.Г.Гущина и др. - М.: Легкая индустрия, 1976. - 560 с.
2.Лабораторный практикум по технологии швейных изделий /К.Х.Меликов, Л.Н.Флерова и др. - М.: Легкая индустрия, 1977. - 271 с.
3.Справочник по швейному оборудованию/ И.С.Зак, И.К.Горохов и др. - М.: Легкая индустрия, 1981. - 272 с.
4.Савостицкий Л.В., Меликов Е.Х. Технология швейных изделий. - М.: Легкая и пищевая пром-сть, 1982.- 439 с.
5. ОСТ 17-240-73 Костюмы мужские и для мальчиков. Общие технические условия - Срок ввод. 01.07.82. - изм. №6 - 30 взамен МРТУ 17-209-67. - Введ. 01.04.71. - II с. УДК 687.112. Группа МЗЗ (47) СССР
6. ОСТ 17-238-73 Пальто, полупальто женские и для девочек. Общие технические условия: взамен МРТУ 17-211-67. - Введ. 01.04.74.- II с. УДК 687.172.2 Группа М34 (47) СССР
7.ОСТ 17-551-75 Изделия швейные высшего качества. Общие технические условия: - Взамен МРТУ 17-760-69. - Внед. 01.04.77. -Пс.
8.ОСТ I7-287-73 Пальто, полупальто мужские и для мальчиков. Общие технические условия: взамен МРТУ 17-212-67. - внед. 01.10.74- 11 с.
9. Типовая техническая документация по конструированию, технологий изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении женских пальто. -М.: ЦНИИТЭИлегпром, 1983. 320с.
10. Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении мужских пальто. – М.: ЦНИИТЭИлегпром, 1983. - 280 с.
11. Типовая техническая документация по конструированию, технологии изготовления, основным и прикладным материалам, применяемым при изготовлении детских пальто. -М.: ЦНИИТЭИлогнром,1982. -293 с.
12. Зак И.С., Воронин Е.И, Подгурский Л. Н. Комплексная механизация процессов сборки швейных изделий.- М.: Легкая и пищевая пром-сть, 1982. - 184с.
13. ОСТ 17-835-80 Изделия швейные. Технические требования к стежкам, строчкам и швам. - Введ. с 01.01.81 до 01.01.86. - 78 с. УДК 687.053.688 Группа МЗО СССР
14. Применение фронтального дублирования в производстве швейных изделий. Обзорная информация. Швейная пром-сть. Выпуск 2. М.: ЦНИИТЭИлегпром, 1981. - 63 с.
15. Веселов В.В., Колотилова Г.В. Химизация технологических процессов швейного производства. - М.: Легпромбытиздат, 1985. - 125 с.
Похожие работы


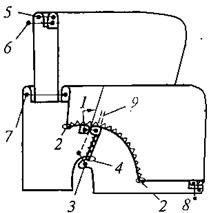
... воротник Пр 6 2,14 ПСП-1 Дается сравнительная оценка методов по сокращению затрат времени, повышению производительности труда и качества обработки. Для детального анализа (рис. 3) приведены три варианта обработки воротника в мужском пальто. 2. 3. 1. 1 2 ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
... этом массу изделия. Рисунок 4 - Графические модели методов обработки основных узлов женского жакета Метод 1 Метод 2 Метод 3 Рисунок 5. Графические модели методов обработки заданного узла (накладной карман на подкладке) 5.3 Выбор и оценка методов обработки заданного узла изделия (накладной карман на подкладке) Технология обработки швейных изделий изменены с ...
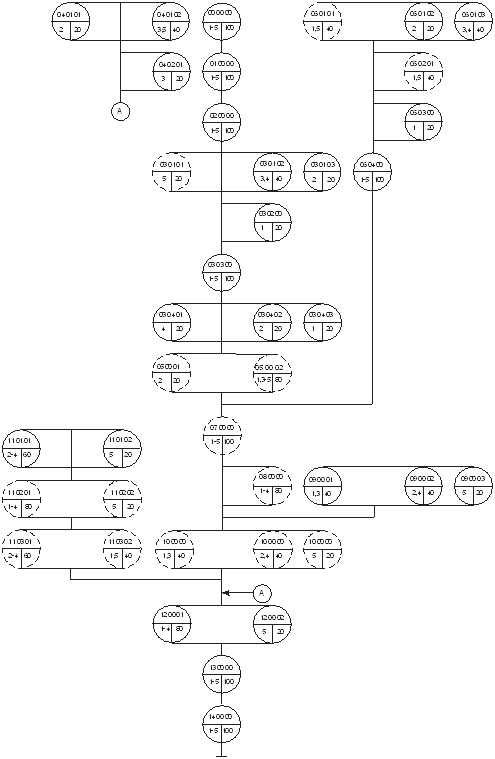
... в пройму изделия 1–4 80 12 00 02 Вмётывание рукавов-реглан в пройму изделия 5 20 13 00 00 Замётывание гладкого низа изделия 1–5 100 14 00 00 Заключительная обработка изделия перед примеркой 1–5 100 II Секция. Дошив женского жакета на подкладке после примерки 00 00 00 Бригадирские функции 1–5 100 01 00 00 Уточнение изделия после примерки 1–5 100 02 00 00 Выкраивание ...
0 комментариев