Навигация
Выбор и оценка качества эффективности методов обработки женского жакета на подкладке, изготовленного в ателье высшего разряда
32758
знаков
25
таблиц
8
изображений
КУРСОВАЯ РАБОТА
на тему: «Выбор и оценка качества эффективности методов обработки женского жакета на подкладке изготовленного в ателье высшего разряда»
Введение
Службы быта нацелены на решение задач по качеству исполнения заказов и увеличение объектов реализации бытовых услуг. Значительная роль в решении этих задач принадлежит швейным предприятиям. Швейные предприятия службы быта призваны обеспечить потребность населения в ремонте и изготовлении швейных изделий, которые по своим эстетическим, конструктивно-эргономическим и технологическим свойствам должны максимально удовлетворять индивидуальным запросам заказчика.
Обеспечение надлежащего качества и повышение эффективности производства в значительной мере зависят от применяемой технологии изготовления одежды, от методов проектирования технологических процессов, от организации управления качеством услуг, в том числе от организации контроля и оценки качества.
В курсовой работе рассмотрено решение технологических задач, связанных с разработкой исходных данных для проектирования технологического процесса, обновление принимаемых решений, оформление графической части.
Также в курсовой работе проведен анализ прогрессивных и непрогрессивных (привычных) методов обработки при изготовлении женского Жакета на подкладке.
1. Характеристика материального объекта услуги
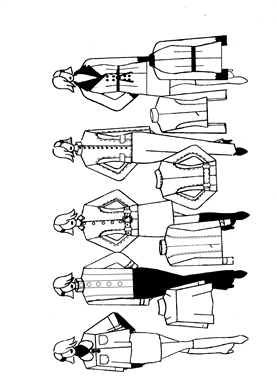
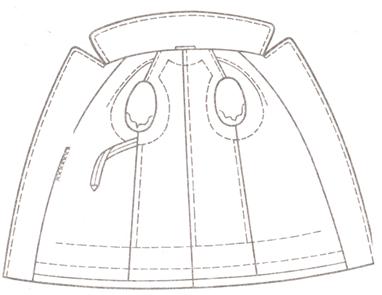
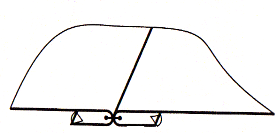
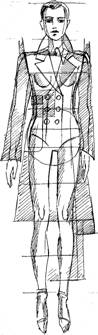
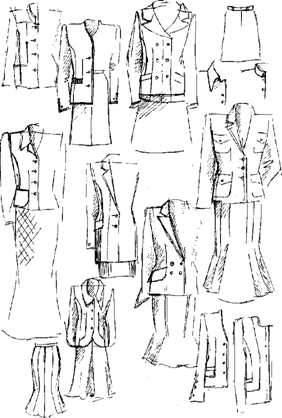
В качестве базы для описания условного изделия выбрано 5 разнообразных моделей, соответствующих направлению моды, эскизы которых представлены в пояснительной записке. Модели представлены с изображением вида со стороны переда и спинки (рисунок 1).
Оценку выбранного объекта осуществляют путем расчета среднего количества усложняющих элементов в изделии по формуле:
![]()
где ![]() – среднее количество усложняющих элементов в условном изделии;
– среднее количество усложняющих элементов в условном изделии;
![]() - количество усложняющих элементов в совокупности по 5 моделям по (I ч. прейскуранта);
- количество усложняющих элементов в совокупности по 5 моделям по (I ч. прейскуранта);
![]() – только по III ч. прейскуранта;
– только по III ч. прейскуранта;
![]() – количество моделей.
– количество моделей.
Количество усложняющих элементов каждой модели рассчитывают по формуле:

где ![]() - стоимость отделочных работ в i-изделии по ІІІ части прейскуранта;
- стоимость отделочных работ в i-изделии по ІІІ части прейскуранта;
![]() – стоимость одного усложняющего элемента по І части прейскуранта.
– стоимость одного усложняющего элемента по І части прейскуранта.
Рассчитаем количество усложняющих элементов для моделей
Модель 1.
| Наименование усложняющего элемента | Количество |
| · расширение | 4 |
| · манжеты | 1 |
| · отрезная кокетка | 1 |
| Итого: | 6 |
Модель 2.
| Наименование усложняющего элемента | Количество |
| · шлица | 1 |
| · хлястики | 1 |
| · двубортная застёжка | 1 |
| Итого: | 3 |
Модель 3
| Наименование усложняющего элемента | Количество |
| · рельефы | 2 |
| · пояс | 1 |
| · шлёвки | 2 |
| Итого: | 5 |
Модель 4
| Наименование усложняющего элемента | Количество |
| · рельефы | 2 |
| · шлица | 1 |
| Итого: | 3 |
Модель 5
| Наименование усложняющего элемента | Количество |
| · манжеты | 2 |
| · пояс | 1 |
| · большие лацканы | 1 |
| · двубортная застёжка | 1 |
| Итого: | 5 |
![]() = 6+3+5+3+5=22;
= 6+3+5+3+5=22;
Современная одежда чрезвычайно разнообразна. Ее формы и размеры изменяются в зависимости от назначения и вида одежды, требований, свойств материалов и других факторов.
Степень готовности изделия к примерке может быть различной в зависимости от фигуры заказчика, вида изделия, сложности фасона, конструкции изделия, свойств материалов, квалификации закройщика, числа примерок и др.
Во всех случаях степень готовности должна быть рациональной, а затраты времени на повторное выполнение отдельных операций после проведения примерок – минимальными. Кроме того, изделие, подготовленное к примерке, должно дать заказчику полное представление о форме, размерах деталей и отделочных элементов, а также будущего изделия в целом.
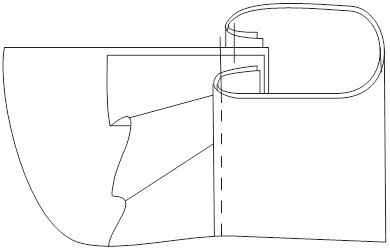
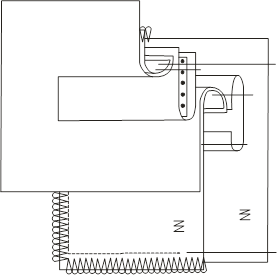
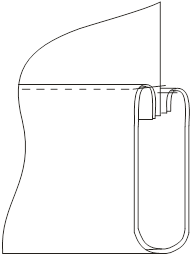
Описание условного изделия выполненного в виде графической схемы (модели), которая является одновременно и схемой сборки условного изделия к примерке и после нее. Графическая форма изображения технологического процесса обработки изделия позволяет раскрыть технологические и временные связи элементов процесса, математически описать ее. Кроме того, изображение структуры в виде графа значительно упрощает анализ процесса обработки, последующее комплектование технологических операций в организационные, составление программы расчета технологического процесса на ЭВМ.
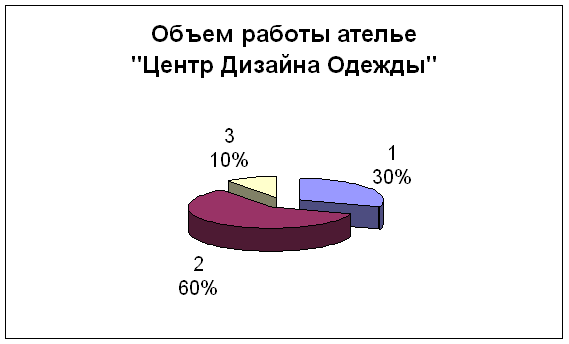
Номера моделей в блоках берутся с рисунка с эскизами моделей, а процент повторяемости элементов считается по количеству моделей, в которых эти элементы встречаются. В курсовой работе каждая из 5 моделей составляет 20%, как и их элементы.
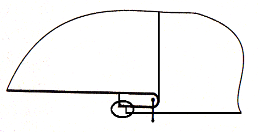
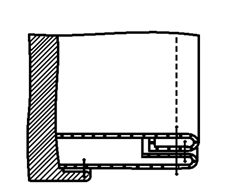
При разработке графической модели выбрана основная деталь изделия – полочка, последовательность обработки которой является стволом графической модели. К стволу прикреплены ветви с блоками по обработке других деталей: карманов, воротников, рукавов…
Графическая модель обработки условного изделия представлена ниже (рисунок 2, 3).
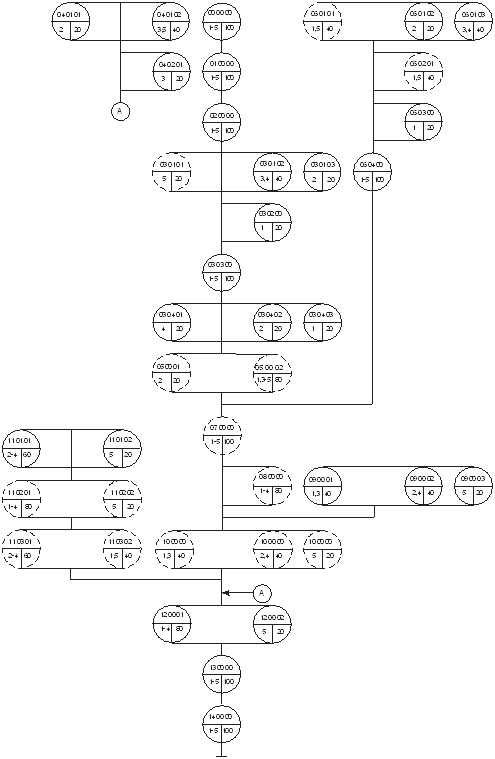
Графическая модель подготовки условного изделия к примерке
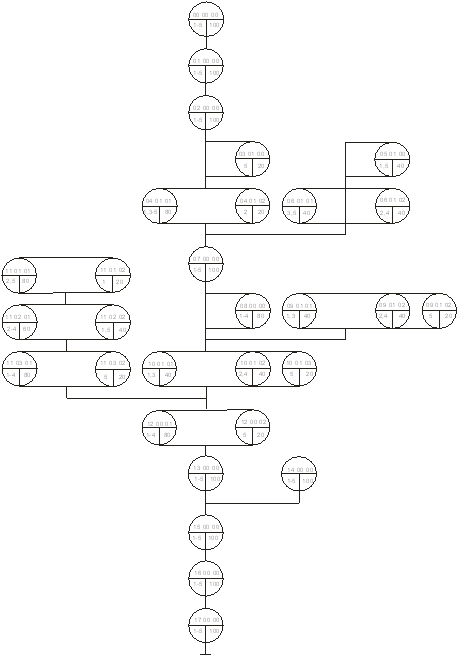
Графическая модель дошива условного изделия после примерки
Таблица 1. Расшифровка кодов элементов технологического процесса
| Расшифровка кодов элементов технологического процесса | |||
| I Секция. Подготовка женского жакета на подкладке к примерке | |||
| 00 00 00 | Бригадирские функции | 1–5 | 100 |
| 01 00 00 | Дублирование деталей | 1–5 | 100 |
| 02 00 00 | Подготовка деталей к пошиву | 1–5 | 100 |
| 03 01 01 | Смётывание вытечек | 5 | 20 |
| 03 01 02 | Обработка фигурных рельефов | 3,4 | 40 |
| 03 01 03 | Обработка прямых рельефов | 2 | 20 |
| 03 02 00 | Обработка прямых кокеток | 1 | 20 |
| 03 03 00 | Влажно-тепловая обработка полочек | 1–5 | 100 |
| 03 04 01 | Обработка прорезных карманов с клапаном и одной обтачкой | 4 | 20 |
| 03 04 02 | Обработка прорезных карманов в рамку | 2 | 20 |
| 03 04 03 | Обработка накладных карманов с верхним входом | 1 | 20 |
| 04 01 01 | Обработка хлястиков | 2 | 20 |
| 04 01 02 | Обработка поясов | 3,5 | 40 |
| 04 02 00 | Обработка шлёвок | 3 | 20 |
| 05 00 01 | Приметать планку и заметать подборта | 2 | 20 |
| 05 00 02 | Заметать подборта | 1,3–5 | 80 |
| 06 01 01 | Смётывание вытечек | 1,5 | 40 |
| 06 01 02 | Обработка прямых рельефов | 2 | 20 |
| 06 01 03 | Обработка фигурных рельефов | 3,4 | 40 |
| 06 02 01 | Смётывание и замётывание среднего шва спинки со шлицей и без неё | 2–5 | 80 |
| 06 03 00 | Обработка прямых кокеток | 1 | 20 |
| 06 04 00 | Влажно-тепловая обработка спинки | 1–5 | 100 |
| 07 00 00 | Смётывание и замётывание боковых срезов | 1–5 | 100 |
| 08 00 00 | Смётывание и замётывание плечевых срезов | 1–4 | 80 |
| 09 00 01 | Обработка отложного нижнего воротника | 1,3 | 40 |
| 09 00 02 | Обработка нижнего воротника-стойки | 2,4 | 40 |
| 09 00 03 | Обработка нижнего воротника английского типа | 5 | 20 |
| 10 00 00 | Вмётывание нижнего воротника в горловину | 1–5 | 100 |
| 11 01 01 | Обработка переднего шва двухшовных втачных рукавов | 2–4 | 60 |
| 11 01 02 | Обработка верхнего шва двухшовных рукавов-реглан | 5 | 20 |
| 11 02 01 | Смётывание и замётывание локтевого или нижнего срезов втачных рукавов | 1–4 | 80 |
| 11 02 02 | Смётывание и замётывание нижних срезов рукавов-реглан | 5 | 20 |
| 11 03 01 | Замётывание низа рукавов | 2–4 | 60 |
| 11 03 02 | Замётывание низа рукавов с манжетами | 1,5 | 40 |
| 12 00 01 | Вмётывание втачных рукавов в пройму изделия | 1–4 | 80 |
| 12 00 02 | Вмётывание рукавов-реглан в пройму изделия | 5 | 20 |
| 13 00 00 | Замётывание гладкого низа изделия | 1–5 | 100 |
| 14 00 00 | Заключительная обработка изделия перед примеркой | 1–5 | 100 |
| II Секция. Дошив женского жакета на подкладке после примерки | |||
| 00 00 00 | Бригадирские функции | 1–5 | 100 |
| 01 00 00 | Уточнение изделия после примерки | 1–5 | 100 |
| 02 00 00 | Выкраивание деталей подкладки | 1–5 | 100 |
| 03 01 01 | Обработка вытачек | 5 | 20 |
| 04 01 01 | Обработка простых бортов | 1,3–5 | 80 |
| 04 01 02 | Обработка бортов с планкой | 2 | 20 |
| 05 01 00 | Обработка вытачек | 1,5 | 40 |
| 06 01 01 | Обработка среднего шва спинки | 3,5 | 40 |
| 06 01 02 | Обработка среднего шва спинки со шлицей | 2,4 | 40 |
| 07 00 00 | Соединение боковых срезов | 1–5 | 100 |
| 08 00 00 | Соединение плечевых срезов | 1–4 | 80 |
| 09 01 01 | Соединение верхнего отложного воротника с нижним | 1,3 | 40 |
| 09 01 02 | Соединение верхнего воротника-стойки с нижним | 2,4 | 40 |
| 09 01 03 | Соединение верхнего воротника английского типа с нижним | 5 | 20 |
| 10 01 01 | Соединение нижнего отложного воротника с горловиной и верхнего с подбортами по линии раскепа | 1,3 | 40 |
| 10 01 02 | Соединение нижнего воротника-стойки с горловиной и верхнего с подбортами по линии раскепа | 2,4 | 40 |
| 10 01 03 | Соединение нижнего воротника английского типа с горловиной и верхнего с подбортами по линии раскепа | 5 | 20 |
| 11 01 01 | Обработка подкладки двухшовного рукава | 2–5 | 80 |
| 11 01 02 | Обработка подкладки одношовного рукава | 1 | 20 |
| 11 02 01 | Обработка гладкого низа втачных рукавов | 2–4 | 60 |
| 11 02 02 | Обработка низа рукавов с притачными манжетами | 1 | 20 |
| 11 03 01 | Обработка локтевого или нижнего срезов втачных рукавов и одновременно подкладки | 1–4 | 80 |
| 11 03 02 | Обработка нижних срезов верха и одновременно подкладки рукавов-реглан | 5 | 20 |
| 12 00 01 | Соединение втачных рукавов с изделием без складок, сборок по окату | 1–4 | 80 |
| 12 00 02 | Соединение рукавов-реглан с изделием | 5 | 20 |
| 13 00 00 | Обработка низа изделия | 1–5 | 100 |
| 14 00 00 | Обработка подкладки изделия | 1–5 | 100 |
| 15 00 00 | Соединение неотлетной подкладки с изделием | 1–5 | 100 |
| 16 00 00 | Окончательная отделка и Влажно-тепловая обработка изделия | 1–5 | 100 |
| 17 00 00 | Контрольно – установочные операции | 1–5 | 100 |
Похожие работы
... нового прочтения. К тому же они выполнены на разнообразных, часто необычных тканях. 3. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫЕ РАБОТЫ Подготовительно-раскройное производство в условиях изготовления одежды по индивидуальным заказам представляет собой комплекс работ, осуществляемых предприятием для выполнения заказов населения. Разработка и внедрение осуществляется с помощью конструкторско-технологической ...

... Характеристика применяемого оборудования и средства малой механизации В соответствии с выбором материалов и методов обработки был произведен подбор оборудования для изготовления формы для младших школьников. Характеристики применяемого оборудования представлены в таблице № 3. Таблица № 3. Характеристика применяемого оборудования Класс машины и завод изготовления Назначение машины ...
Выбор технологического решения женской одежды для дипломатических приемов в дневное и вечернее время

... 2), выбор степени готовности к примерке (п. 3), выбор режимов обработки и оборудования (п. 5). Для модели №14 проведен выбор методов обработки (п. 4) и составлена инструкционно-технологическая карта на обработку борта жакета (п. 6). Модели одежды для дипломатических приемов в дневное и вечернее время представлены на рисунках 11 – 14. 2 Выбор материалов [9, 11] Выбор материала для изделия – ...



... подвижный образ жизни - для деловой женщины. Основанием для разработки проекта послужило задание ГУППУ на тему: "Разработка проектно- конструкторской документации женского комплекта нарядно-повседневного назначения для средней возрастной группы" (с изготовлением изделия). Обоснование выбора темы послужило – разработка женского комплекта нарядно – повседневного назначения с использование ...
0 комментариев