Навигация
1.3 Перехідна посадка
Задана перехідна посадка Ø80Js7/ h6. Визначити граничні розміри і відхилення отвору та вала, найбільший зазор і найбільший натяг, допуск посадки. Побудувати схему полів допусків з’єднання. Визначити імовірність одержання зазорів і натягів та побудувати криву нормального розподілу в довільному маcштабі.
Розвязок. За ДСТУ 2500 – 94 визначаємо основні відхилення і граничні розміри.
Отвір Ø80Js7 верхнє відхилення отвору ES=+15мкм. Нижнє відхилення отвору EI = -15 мкм.
Визначимо граничні розміри
найменший діаметр Dmin = D + EI= 80,0 + (-0,015) = 79,985 мм
найбільший діаметр Dmax = D + ES = 80,0 + (0,015) = 80,015 мм.
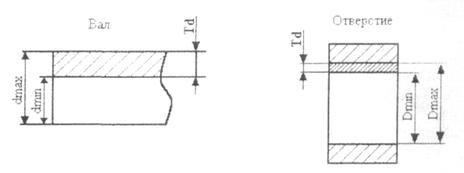
Вал &80h6. Верхнє відхилення вала es = 0 , нижнє відхилення ei = -19 мкм.
Визначимо граничні розміри:
найбільший діаметр dmax = d + es = 80,0 + 0 = 80 мм;
найменший діаметр dmin = d + ei = 80,0 + (-0,019) = 79,981 мм;
Найбільший зазор у з’єднанні Ø80Js7/h6 визначається за формулою:
Smax = Dmax – dmin = 80,015 – 79,981 = 0,034 мм,
а найбільший натяг:
Nmax= dmax– Dmin= 80,0 – 79,985 = 0,015 мм.
Допуск посадки з’єднання Ø80Js7/h6 : T (SN) = Smax + Nmax = 0,034+ + 0,015 = 0,049 мм,
або
T (SN) = TD + Td = 0,030 + 0,019 = 0,049 мм.
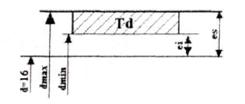
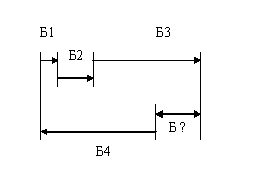
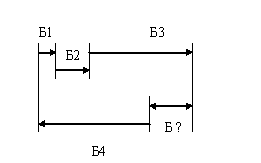
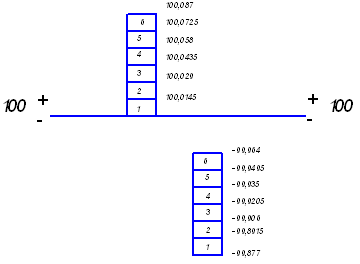
Схему полів допусків перехідної посадки з’єднання Ø80Js7/h6 наведено на рис. 1.3.
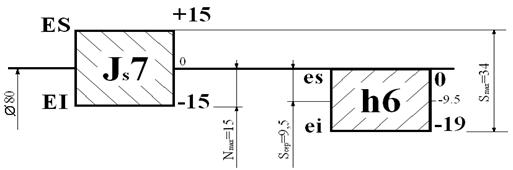
Рис.1.3 Схема полів допусків перехідної посадки з’єднання Ø80Js7/h6.
Визначення найбільшого натягу та зазору з’єднання можна було провести і наступним чином:
найбільший зазор Smax = ES – ei = 15 – (-0,019) = 0,034 мм;
найбільший натяг Nmax= es – EI = 0 – (-0,015) = 0,015 мм.
Для розрахунку імовірності одержання зазору і натягу приймемо наступні умови:
· Розсіювання відхилень розмірів отвору і вала підлягає нормальному розподілу (закону Гауса);
· Границі полів розсіювання (для закону Гауса при великій виборці деталей обмежується з достатньою імовірності 6у) відхилень співпадають з границями полів допусків, тобто
З цього виразу визначаю середньоквадратичні значення випадкових величин(відхилення розмірів отвору і вала):
6уJs= IT7 = 0,030/6 = 0,005 мм,
6уh = IT6 = 0,019/6 = 0,00317 мм.
Відхилення розмірів вала і отвору являють собою незалежні випадкові величини і тому для визначення середньоквадратичної посадки у∆ застосуємо правило сумування:
![]()
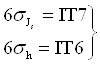
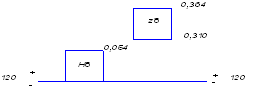
Побудуємо криву розподілу зазорів – натягів у певному масштабі (рис.1.10). Центром групування є величина середнього зазору, оскільки при середніх значеннях отвору 15 – 15 = 0 мкм і валу (-19)/2 = -9,5 отримується зазор рівний 0 – (-9,5) = 9,5 мкм.
Тоді найбільш імовірнісний зазорSPmax= 0,027 мм,
а найбільший імовірнісний натяг
NPmax=-0,0085 мм,
значення яких проставлені на рис.1.10.ст.9
Імовірність зазору в межах 0...3,5мкм можна визначити за допомогою інтегралу Фо(z), де z = x/ у∆ = 1,605 . З таблиці значень Функції Лапласа Ф0(z) [2], стор. 106, табл. 6.1 (див. Додаток А) знаходимо для z = 1,605 імовірність одержання зазорів Ф0(1,605) = 0,4457 .
Рис. 1.10 Крива розподілу зазорів – натягів для з’єднання.
Таким чином, імовірність одержання зазорів в з’єднанні Ps = 0,5 + 0,4457 = 0,9457 або 94,57%.
Імовірність одержання натягів (заштрихована площа під кривою розподілу розмірів) PN = 1 – 0,9457 = 0,0543 або 5,43% .
Даний розрахунок є наближеним, оскільки в ньому не враховані можливості зміщення центра групування відносно середини поля допуску внаслідок систематичних похибок.
2 КАЛІБРИ ДЛЯ КОНТРОЛЮ ГЛАДКИХ ЦИЛІНДРИЧНИХ ДЕТАЛЕЙ
Задано циліндричне з’єднання Æ80H8/h7. Розрахувати калібри.
Розв’язок.
1. Визначаємо за ДСТУ 2500 - 94 [1] граничні відхилення і розміри отвору (Æ80H8).
ES = 46 мкм; D![]() = D + ES = 80,0 + 0,046 = 80,046 мм;
= D + ES = 80,0 + 0,046 = 80,046 мм;
EI = 0 мкм; D![]() = D + EI = 80,0 + 0 = 80,0 мм.
= D + EI = 80,0 + 0 = 80,0 мм.
За ГОСТ 24853 – 81 [3], табл. 2 знаходимо дані для розрахунку розмірів калібрів: H = 5 мкм; Y = 5 мкм; Z = 7 мкм; a = 0.
Розрахунок виконавчих розмірів виконуємо за формулами, які приведені в [3], табл. 1.
Найбільший розмір прохідного нового калібру - пробки ПР:
ПР![]() = D
= D![]() + Z + H/2 = 80,0 + 0,007 + 0,0025 = 80,0095 мм.
+ Z + H/2 = 80,0 + 0,007 + 0,0025 = 80,0095 мм.
Найменший розмір спрацьованого калібру - пробки ПР![]() :
:
ПР![]() = D
= D![]() - Y = 80,0 - 0,005 = 79,995 мм.
- Y = 80,0 - 0,005 = 79,995 мм.
Найбільший розмір непрохідного калібру - пробки НЕ:
НЕ![]() = D
= D![]() + H/2 = 80,046 + 0,0025 = 80,049 мм.
+ H/2 = 80,046 + 0,0025 = 80,049 мм.
Отже, виконавчі розміри калібру - пробки Æ80 Н7:
ПР = 80,0095![]() мм;
мм;
ПР![]() = 79,995 мм;
= 79,995 мм;
НЕ = 80,049![]() мм.
мм.
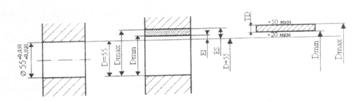
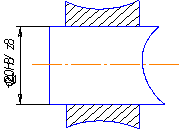
Побудуємо схему розміщення полів допусків калібру - пробки Æ80 Н7 у відповідності до [3], кресл. 1 (рис. 2.1, ст.11).
Похожие работы
... (кульками, роликами) і кільцями. Внаслідок малих допусків зазорів і малої допустимої різнорозмірності комплекту тіл кочення кільця підшипників і тіла кочення підбирають селективним методом. Повна взаємозамінність по приєднувальних поверхнях дозволяє організувати їх малосерійний випуск на спеціалізованих заводах, а отже, зробити більш дешевим їхнє виробництво, а також швидко монтувати і заміняти ...
... – 0,046 = 71,954 мм Визначимо граничні зазори: Smax = Dmax – dmin = 72,046 – 71,954 = 0,092 мм Smin = Dmin – dmax = 72,000 – 72,000 = 0,000 мм 3.4 Взаємозамінність нарізних сполучень Завдання: Для нарізного сполучення кришка складального креслення прийняти розміри нарізного сполучення й уточнити по стандарті. Призначити крок різьблення, середній діаметр і внутрішній діаметр різьблення. ...
... +0,021 0 -0,036 -0,018 -0,036 0 -0,110 0 0 0,008 -0,210 8,00 8,018 8 8,3 11 3,5 30,013 30,013 28,210 7,964 7,988 7,964 8 10,890 3,3 30 29,992 21,790 5. Допуски й посадки шліцевих з'єднань Вихідні дані 1. Умовна позначка прямоточного шліцевого з'єднання – . Виконання роботи 1. Установити спосіб центрування заданого шліцевого з'єднання. ...
... контролю; уніфікація вимірювань і позначень; створення єдиних систем класифікації та кодування продукції, носіїв інформації, форм і методів організації виробництва. Стандартизація продукції здійснюється за певними принципами, головними з яких є[1]: урахування рівня розвитку науки і техніки, екологічних вимог, економічної доцільності та ефективності виробництва для виробника, користі й безпеки ...
0 комментариев