Види та категорії стандартів
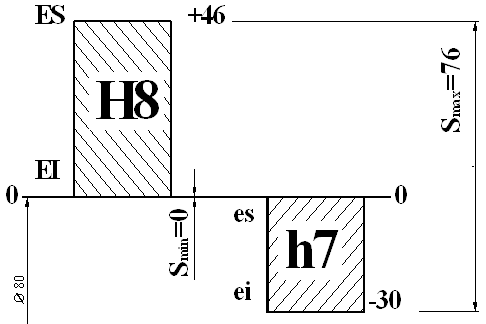
Поля допусків отворів і валів в ЕСДП і їхнє позначення на кресленні
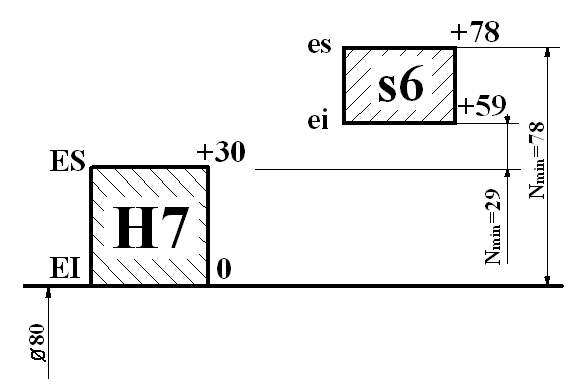
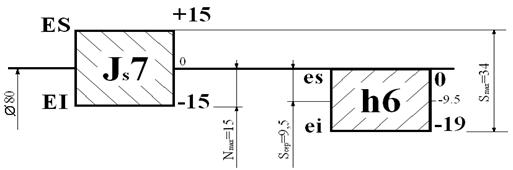
Посадки з натягом
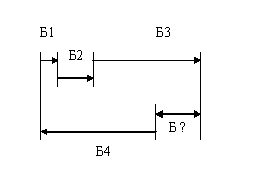
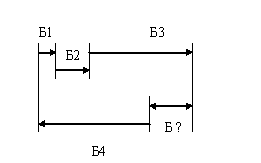
Приклади посадок системи отвору та системи вала
Положення поля допусків за стандартом
Одиниця допуску і квалітет
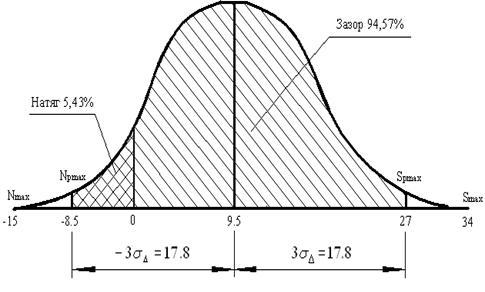
Визначення натягів
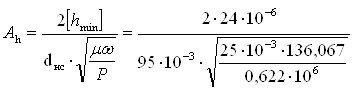
Приклад розрахунку
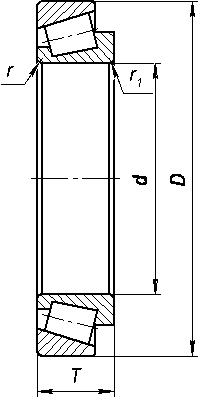
Особливості полів допуску підшипників кочення
Терміни і визначення відхилень і допусків форми
Методи й засоби контролю форми і розташування поверхонь
Терміни і визначення параметрів шорсткості
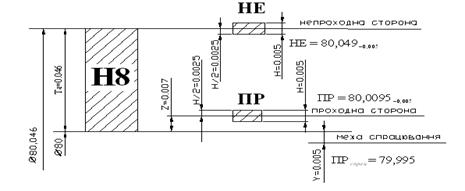
Вимоги до виготовлення калібрів
Терміни й визначення
Навигация
Взаємозамінність, стандартизація та технічні вимірювання
Взаємозамінність, стандартизація та технічні вимірювання
93466
знаков
15
таблиц
35
изображений
ЗМІСТ
Лекція 1. Вступна лекція
Лекція 2. Поняття про розміри, їх відхилення та допуски
Лекція 3. Загальні характеристики з’єднань робочих поверхонь деталей
Лекція 4. Система отвору і система вала
Лекція 5. Взаємозамінність гладких циліндричних з’єднань
Лекція 6. Розрахунок і добір основних відхилень та допусків розмірів рухомих з’єднань
Лекція 7. Розрахунок і добір основних відхилень та допусків розмірів нерухомих з’єднань
Лекція 8. Добір основних відхилень та допуски розмірів для змішаних з’єднань
Лекція 9. Підшипники кочення
Лекція 10. Відхилення та допуски форми поверхонь виробів та їх взаємного розміщення
Лекція 11. Параметри шорсткості поверхонь. Нормування шорсткості поверхонь
Лекція 12. Спеціальні засоби контролю та вимірювання розмірів і якості поверхонь виробів
Лекція 13. Взаємозамінність нарізних з’єднань. Нарізні калібри
Лекція 14. Контроль якості продукції у машинобудуванні
Лекція №1
Тема: Вступна лекція
1.1 Вступ
“Взаємозамінність, стандартизація та технічні вимірювання” (ВС та ТВ) є дисципліною, в якій вивчають здатність будь-якого виробу рівноцінно замінювати інший виріб, так як вони повинні відповідати вимогам креслень, технічним вимогам чи стандартам, в яких наведені марка та стан матеріалу виробу (заготовки, деталі) форма та розміри, якість поверхонь тощо. Важливе місце в ВС та ТВ займає розгляд взаємозамінності гладких циліндричних рухомих, нерухомих і змішаних з’єднань, різьбових з’єднань, відхилень допусків форми поверхонь виробів та їх взаємного розміщення.
“Взаємозамінність, стандартизація та технічні вимірювання” – дає студентам знання про сучасні прогресивні технології, та знайомить їх з перспективами розвитку й вдосконалення технологічних методів обробки матеріалів та спеціальних засобів контролю, вимірювання розмірів і якості поверхонь виробів, що гарантуватиме високу якість продукції.
1.2 Визначення взаємозамінності
Взаємозамінністю виробів (машин, приладів, механізмів, деталей) чи інших видів продукції (сировини, матеріалів), напівфабрикатів називають їхню властивість рівноцінно заміняти при використанні кожної з безлічі екземплярів виробів, їхніх чи частин іншої продукції іншим однотипним екземпляром.
Найбільше широко використовують повну взаємозамінність, що забезпечує можливість зборки (чи заміни при ремонті) будь-яких незалежно виготовлених із заданою точністю однотипних деталей у складальні одиниці, а останніх - у вироби при дотриманні пропонованих до них технічних вимог по всіх параметрах якості.
Взаємозамінними можуть бути деталі, складальні одиниці і вироби в цілому. У першу чергу такими повинні бути деталі і складальні одиниці, від яких залежить надійність і інші експлуатаційні показники виробів (ця вимога, природно, поширюється і на запасні частини).
Повна взаємозамінність можлива тільки коли розміри, форма, механічні, електричні й інші якісні і кількісні характеристики деталей і складальних одиниць після виготовлення знаходяться в заданих межах і зібрані вироби задовольняють технічним вимогам.
При повній взаємозамінності спрощується процес складання, а також ремонт виробів, тому що будь-яка зношена чи поламана деталь чи складальна одиниця може бути замінена новою (запасною).
Повну взаємозамінність економічно доцільно застосовувати для деталей, виготовлених з допусками квалітетів не вище 6.
Іноді для задоволення експлуатаційних вимог необхідно виготовляти деталі і складальні одиниці з економічно не прийнятими чи технологічно важко виконуючими допусками.
У цьому випадку для одержання необхідної точності складання застосовують груповий підбор деталей (селективне складання), регулювання положення деяких частин виробів, прогин і інші технологічні заходи. Таку взаємозамінність називають неповною (обмеженою).
Розрізняють взаємозамінність зовнішню і внутрішню. Зовнішня взаємозамінність - це взаємозамінність покупних виробів за експлуатаційними показниками, а також за розмірами і формою приєднувальних поверхонь.
Наприклад, в електродвигунах зовнішню взаємозамінність забезпечують за частотою обертання вала і потужністю, а також за розмірами приєднувальних поверхонь, у підшипниках кочення - за зовнішнім діаметром, діаметром зовнішнього кільця і внутрішнім, діаметром внутрішнього кільця і їхньою шириною.
Внутрішня взаємозамінність поширюється на деталь, складальні одиниці і механізми, що входять у вироби. Наприклад, кулькові підшипники мають повну зовнішню взаємозамінність, оскільки за своїм призначенням і монтажними розмірами взаємозамінні, але разом з тим окремі їхні частини (внутрішні і зовнішні кільця, кульки) не взаємозамінні між собою, оскільки подаються на складання і конвеєр тільки селективно підібраними комплектами, тобто не мають внутрішньої взаємозамінності (окремі частини кулькового чи роликового підшипників не взаємозамінні).
Рівень взаємозамінності виробництва характеризується коефіцієнтом взаємозамінності (Кз).

Ступінь наближення Кз до 1 - є об'єктивним показником механічного рівня виробництва.
Взаємозамінність в металообробній промисловості вперше у світі була здійснена в 1761 році на Тульському, а потім на Іжевському заводах при масовому виготовленні рушниць.
Похожие работы
... – 0,046 = 71,954 мм Визначимо граничні зазори: Smax = Dmax – dmin = 72,046 – 71,954 = 0,092 мм Smin = Dmin – dmax = 72,000 – 72,000 = 0,000 мм 3.4 Взаємозамінність нарізних сполучень Завдання: Для нарізного сполучення кришка складального креслення прийняти розміри нарізного сполучення й уточнити по стандарті. Призначити крок різьблення, середній діаметр і внутрішній діаметр різьблення. ...
... = = – 0,8 мм , тобто граничні відхилення складових ланок призначені правильно. 3.2 Розрахунок імовірнісним методом (пряма задача). Завдання 3.2. Для можливості порівняння з розрахунком за методом повної взаємозамінності розглянемо той же розмірний ланцюг (див. рис. 3.1). 1 - 3-й пункти аналогічні відповідним пунктам розв'язку методом повної взаємозамінності. 4. Приймаємо, що розсіювання ...
... і вал, надлишкова теплота буде видалятись примусовою прокачкою масла. 13. Визначаємо об’єм масла, що прокачується через підшипник: = 0,2 л/хв 2.2 Розрахунок допусків, посадок та параметрів посадок гладких циліндричних з’єднань Умова: Для трьох циліндричних з’єднань ( D1, D4, D5 ) підрахувати граничні розміри, допуски, величини найбільших, найменших і середніх зазорів (натягів), допуск ...
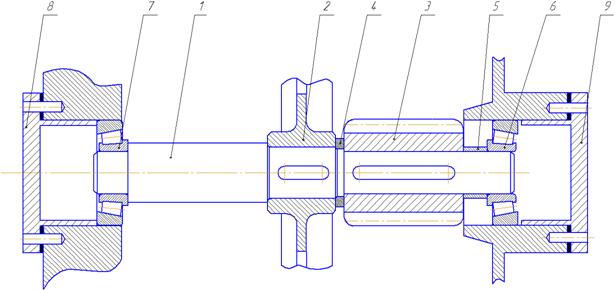
... напрессовываются подшипники поз.6 и 7. После этого вал устанавливается в редуктор с регулировкой осевой игры с помощью набора прокладок привертными крышками поз.8 и 9. Рисунок 1.- Сборочная единица (промежуточный вал редуктора) 2 ИСХОДНЫЕ ДАННЫЕ Тип производства – единичное. Передаваемый крутящий момент – 0,0722·103 Н*м. Частота вращения вала n =576 об/мин. Параметры шестерни: m n= ...
0 комментариев