Навигация
Розрахуємо допуски складових ланок за способом одного квалітету
21367
знаков
2
таблицы
11
изображений
5. Розрахуємо допуски складових ланок за способом одного квалітету,
приймаючи Р = 0,27 %. З табл. 3.4 [8], стор. 27 при Р = 0,27 % знаходимо
коефіцієнт t = 3. За формулою (3.21) [8], стор. 26 визначаємо середнє число одиниць допуску складових ланок ([ТD] = 1000 мкм):

де і - одиниця допуску за табл. 3.1 [8], стор. 23.
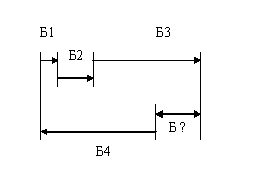
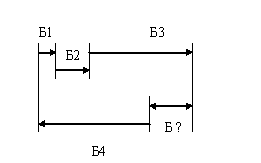
Для розміру В1 = 12 мм: і1=1,08 мкм; для розміру В 2 = 17 мм: і2 = 1,08 мкм; для розміру В 3 = 37 мм: і3 = 1,56 мкм; для розміру В4= 9 мм: і4 = 0,9 мкм.
За табл. 3.2 [8], стор. 23 визначаємо, що число одержане число одиниць допуску аср = 423 відповідає наближено 14-му квалітету. Приймемо, що в даних умовах така точність доцільна.
6. Таким чином, допуски 14-го квалітету для ланок В1, В2, В3, В4 дорівнюють:
Т1= 0,430 мм; Т2 = 0,430 мм; Т3 = 0,620 мм; Т4 = 0,360 мм. Перевіряємо правильність призначення допусків складових ланок за формулою:
 4 мм.
4 мм.
Оцінимо процент ризику Р, оскільки ТD![]() [ТD]. За формулою (3.25) [8], стор.28:
[ТD]. За формулою (3.25) [8], стор.28:
 .
.
За табл. 3.4 [8], стор. 27 знаходимо Р = 0,1 %.
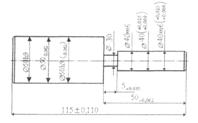
8. Призначаємо граничні відхилення на всі складові розміри. Для розмірів В1, B3 призначаємо симетричні відхилення, тобто В1 =12 js14 ( ei = –215 мкм ,es = 215 мкм), Dc1 = 0 мкм, В3 = 37 js14 (ei = –310 мкм ,es = 310 мкм), Dc3 = 0 мкм; для ланок B2 і B4 приймаємо відхилення В2 = 17a**14 (ei = –720 мкм ,es = –290 мкм) і Dc2 = EI + +1/2T= –505мкм; B4 = 9s14 (es = 383 мкм, ei = 23 мкм, Dc3 = 203 мкм).
Відхилення заносимо в табл. 3.2:
Таблиця 3.2
| Позначення ланок | Номінальні розміри, мм | Відхилення, мкм | Допуски, мм | |||
| - | ES | EI | Dc | |||
| BD | 1 | - | +0,2 | –0,8 | –0,3 | 1,0 |
| B1 | 12 | 12 js14 | +0,215 | –0,215 | 0 | 0,430 |
| B2 | 17 | 17a**14 | –0,290 | –0,720 | –0,505 | 0,430 |
| B3 | 37 | 37 js14 | +0,310 | –0,310 | 0 | 0,620 |
| B4 | 9 | 9s14 | +0,383 | +0,023 | 0,203 | 0,360 |
Розрахуємо середнє значення замикаючої ланки за формулою (3.23) [Dci за формулою (3.8)] [8], стор. 27:
DcD = (Dc1 +Dc2 + Dc4) - Dc3 = (0+(–0,505)+ 0,203) – 0 = –0,302 мм.
9. Визначимо граничні відхилення замикаючої ланки за формулами (3.9) і (3.10) [8], стор. 22:
ESD = DcD + ![]() TD= –0,302+ 0,470 = 0,168 мм < [ESD] = [+ 0,2];
TD= –0,302+ 0,470 = 0,168 мм < [ESD] = [+ 0,2];
EID = DcD – ![]() TD = –0,302 – 0,470 = –0,772 мм > [EID] = [– 0,8],
TD = –0,302 – 0,470 = –0,772 мм > [EID] = [– 0,8],
тобто граничні відхилення складових ланок призначені правильно.
Порівнюючи результати розв'язку попередньої задачі (метод повної взаємозамінності) із даною задачею (імовірнісний метод), неважко помітити перевагу останньої, оскільки допуски складових розмірів є більшими при практичній відсутності ризику появи бракованих виробів (Р = 0,1%).
Похожие работы
... (кульками, роликами) і кільцями. Внаслідок малих допусків зазорів і малої допустимої різнорозмірності комплекту тіл кочення кільця підшипників і тіла кочення підбирають селективним методом. Повна взаємозамінність по приєднувальних поверхнях дозволяє організувати їх малосерійний випуск на спеціалізованих заводах, а отже, зробити більш дешевим їхнє виробництво, а також швидко монтувати і заміняти ...
... – 0,046 = 71,954 мм Визначимо граничні зазори: Smax = Dmax – dmin = 72,046 – 71,954 = 0,092 мм Smin = Dmin – dmax = 72,000 – 72,000 = 0,000 мм 3.4 Взаємозамінність нарізних сполучень Завдання: Для нарізного сполучення кришка складального креслення прийняти розміри нарізного сполучення й уточнити по стандарті. Призначити крок різьблення, середній діаметр і внутрішній діаметр різьблення. ...
... +0,021 0 -0,036 -0,018 -0,036 0 -0,110 0 0 0,008 -0,210 8,00 8,018 8 8,3 11 3,5 30,013 30,013 28,210 7,964 7,988 7,964 8 10,890 3,3 30 29,992 21,790 5. Допуски й посадки шліцевих з'єднань Вихідні дані 1. Умовна позначка прямоточного шліцевого з'єднання – . Виконання роботи 1. Установити спосіб центрування заданого шліцевого з'єднання. ...
... контролю; уніфікація вимірювань і позначень; створення єдиних систем класифікації та кодування продукції, носіїв інформації, форм і методів організації виробництва. Стандартизація продукції здійснюється за певними принципами, головними з яких є[1]: урахування рівня розвитку науки і техніки, екологічних вимог, економічної доцільності та ефективності виробництва для виробника, користі й безпеки ...
0 комментариев