Навигация
ДОПУСКИ І ПОСАДКИ РІЗЬБОВИХ З¢ЄДНАНЬ
21367
знаков
2
таблицы
11
изображений
4 ДОПУСКИ І ПОСАДКИ РІЗЬБОВИХ З¢ЄДНАНЬ
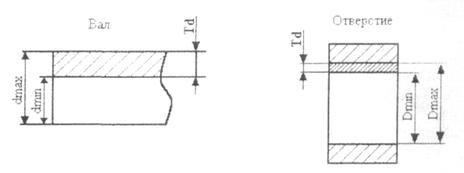
Задано різьбове з¢єднання М36 7H/9g8g. Визначити номінальні та граничні значення діаметрів болта і гайки, граничні відхилення на зовнішній, внутрішній та середній діаметр заданої різьби болта і гайки.
Згідно позначення різьби поле допуску болта 7H/9g8g, тобто поле допуску середнього діаметру 7H і поле допуску зовнішнього діаметру 9g8g, а поле допуску гайки 7H – поле допуску середнього і внутрішнього діаметрів 7H. Також згідно [5], с.142, табл. 4.22 при зовнішньому діаметрі d(D) = 36 мм крок різьби P = 4 мм.Визначимо за [5], с.144, табл. 4.24 згідно ГОСТ 24705 – 81 номінальні діаметри різьби болта і гайки :
- середній діаметр d2 = D2 = 36 – 3 + 0,402 = 33,402 мм;
- внутрішній діаметр d1 = D1 = 36 – 5 + 0,670 = 31,670 мм.
Розрахуємо також наступні параметри :
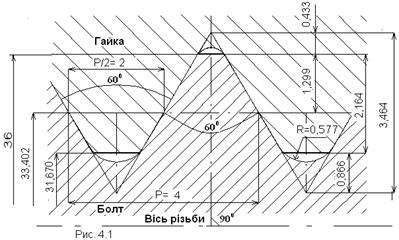
- висота вихідного трикутника H = 0,866 P = 3,464 мм;
- робоча висота профілю H1 = 0,541 P = 2,164 мм;
- номінальний радіус заокруглення впадини внутрішньої різьби R = H/6 = 0,577 мм;
- висота зрізу вершини різьби
для болта H/4 = 0,866 мм;
для гайки H/8 = 0,433 мм.
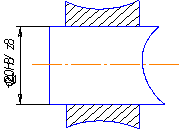
Графічне зображення різьбового профілю показано на рис. 4.1,ст.20.За [5], с. 154, табл. 4.29 згідно ГОСТ 16093 – 81 вибираємо відхилення діаметрів різьби:
- для болта – верхнє відхилення (es) для d, d1, d2 = - 60 мкм;
– нижнє відхилення (ei) для d2 = - 510 мкм;
– нижнє відхилення (ei) для d = - 810 мкм;
- для гайки – нижнє відхилення (EI) для D, D1, D2 = 0 мкм;
– верхнє відхилення (ES) для D2 = + 375 мкм;
– верхнє відхилення (ES) для D1 = + 750 мкм.
За [5], с. 154, табл. 4.29 згідно ГОСТ 16093 – 81 вибираємо відхилення діаметрів різьби:
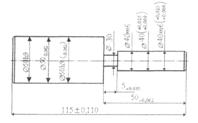
Розрахуємо граничні діаметри болта:
- dmax = d + es = 36 + (- 0,060) = 35,940 мм;
- dmin = d + ei = 36 + (- 0,810) = 35,190 мм;
- d2max = d2 + es = 33,402 + (- 0,060) = 33,342 мм;
- d2min = d2 + ei = 33,402 + (- 0,510) = 32,892 мм;
- d1max = d1 + es = 31,670 + (- 0,060) = 31,610 мм;
- d1min – не нормується.
Розрахуємо граничні діаметри гайки:
- Dmax – не нормується;
- Dmin = D +EI = 36 + 0 = 36 мм;
- D2max = D2 + ES = 33,402 + 0,375 = 33,777 мм;
- D2min = D2 +EI = 33,402 + 0 = 33,402 мм;
- D1max = D1 + ES = 31,670 + 0,750 = 32,420 мм;
- D1min = D1 +EI = 31,670 + 0 = 31,670 мм;
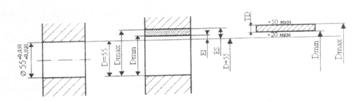
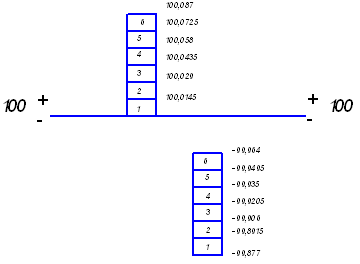
Схема полів допусків різьбового з¢єднання М36 7H/9g8g зображена на рис. 4.7(посадка із зазором).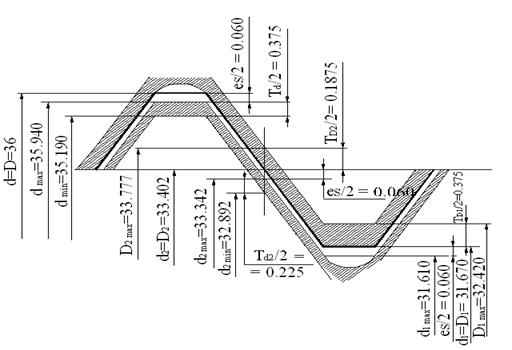
ПЕРЕЛІК ПОСИЛАНЬ 1. ДСТУ 2500 – 94. Єдина система допусків і посадок. Терміни та визначення. Позначення і загальні норми. К.: Держстандарт України 1994. 2. Саранча Г.А. Метрологія, стандартизація та управління якістю: Підручник. – К.: Либідь, 1993. – 256 с.:іл. 3. ГОСТ 24853 – 81(СТ СЭВ 157 – 75). Калибры гладкие для размеров до 500 мм. М.: Изд-во стандартов, 1981. 4. Мягков В.Д. и др.. Допуски и посадки. Справочник. Ч.1. Л.: Машиностроение, 1983, 543 с. 5. Мягков В.Д. и др.. Допуски и посадки. Справочник. Ч.2. Л.: Машиностроение, 1983, 446 с. 6. Якушев А.И. и др. Взаимозаменяемость стандартизации и технические измерения. М.: Машиностроение, 1987, 351 с. 7. Основи дипломного проектування. Методичні вказівки до виконання дипломних проектів для студентів інженерно-технічного факультету спеціальностей 7.090901 – “Приладобудування” та 7.090905 – “Наукові, аналітичні та екологічні прилади і системи”. Укладачі: О. П. Бутурлакін, В.В. Федак. УжДУ, 1997, 108 с. 8. Метрологія, взаємозамінність і стандартизація. Методичні вказівки та завдання до курсової роботи для студентів інженерно-технічного факультету спеціальностей 7.090901 – “Приладобудування” та 7.090905 – “Наукові, аналітичні та екологічні прилади і системи”. Викладачі: В.В. Федак, С. В. Тютюнников. УжНУ, 2008, 44 с.
ВИСНОВКИ
Основною метою цієї курсової роботи було навчитися користуватися стандартами, правильно встановлювати значення допусків і види посадок для проектованих вузлів, в тому числі і норми точності геометричних параметрів, визначити технічні засоби вимірювання для проведення контролю деталей.Я провів такі розрахунки:
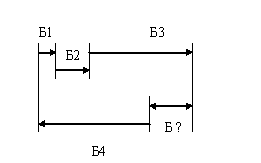
- гладких циліндричних з’єднань: 1. посадки із зазором; 2. посадки із натягом ; 3. перехідної посадки; - калібрів для контролю гладких циліндричних деталей; - розмірних ланцюгів: 1. методом повної взаємозамінності; 2. імовірнісним методом ( пряма задача ); - допусків і посадок різьбових з’єднань. Розрахунок та оформлення було виконано згідно вимог до курсової роботи.Похожие работы
... (кульками, роликами) і кільцями. Внаслідок малих допусків зазорів і малої допустимої різнорозмірності комплекту тіл кочення кільця підшипників і тіла кочення підбирають селективним методом. Повна взаємозамінність по приєднувальних поверхнях дозволяє організувати їх малосерійний випуск на спеціалізованих заводах, а отже, зробити більш дешевим їхнє виробництво, а також швидко монтувати і заміняти ...
... – 0,046 = 71,954 мм Визначимо граничні зазори: Smax = Dmax – dmin = 72,046 – 71,954 = 0,092 мм Smin = Dmin – dmax = 72,000 – 72,000 = 0,000 мм 3.4 Взаємозамінність нарізних сполучень Завдання: Для нарізного сполучення кришка складального креслення прийняти розміри нарізного сполучення й уточнити по стандарті. Призначити крок різьблення, середній діаметр і внутрішній діаметр різьблення. ...
... +0,021 0 -0,036 -0,018 -0,036 0 -0,110 0 0 0,008 -0,210 8,00 8,018 8 8,3 11 3,5 30,013 30,013 28,210 7,964 7,988 7,964 8 10,890 3,3 30 29,992 21,790 5. Допуски й посадки шліцевих з'єднань Вихідні дані 1. Умовна позначка прямоточного шліцевого з'єднання – . Виконання роботи 1. Установити спосіб центрування заданого шліцевого з'єднання. ...
... контролю; уніфікація вимірювань і позначень; створення єдиних систем класифікації та кодування продукції, носіїв інформації, форм і методів організації виробництва. Стандартизація продукції здійснюється за певними принципами, головними з яких є[1]: урахування рівня розвитку науки і техніки, екологічних вимог, економічної доцільності та ефективності виробництва для виробника, користі й безпеки ...
0 комментариев