Обзор существующих методов регенерации растворителя
Технико-экономическое обоснование проектируемой установки
Тепловой баланс колонны
Расчет высоты колонны
Расчет переливного устройства
Уточненный тепловой расчет теплообменника
Расчет эллиптического днища аппарата
Расчет болтов фланцевого соединения
Расчет обечайки кожуха
Расчет и выбор стандартизированного вспомогательного оборудования
Описание технологии монтажа
Текущий ремонт
Текущий ремонт теплообменника
Описание технологии производства и конструкций разрабатываемого оборудования
Текущий ремонт
Навигация
Технико-экономическое обоснование проектируемой установки
Модернизация основного оборудования блока регенерации растворителя на установке депарафинизации масел
84433
знака
5
таблиц
6
изображений
1.4 Технико-экономическое обоснование проектируемой установки
В предлагаемом дипломном проекте рассматривается установка депарафинизации масел 39/2 существующего производства с использованием растворителей , мощностью по сырью 236600 т. в год.
В качестве базового варианта для регенерации растворителя на установке депарафинизации масел был принят блок регенерации. В качестве аппаратурного оформления блока – Колонна К-8, желобчатые тарелки в этой колонне морально и физически устарели.
В данном проекте вместо существующих желобчатых предлагается установить колпачковые тарелки, с более высоким КПД и повышенной производительностью в 1,2 раза выше прежних (желобчатых). Кроме того, с переходом на 2 годичный цикл работы оборудования, увеличивается количество рабочих дней.
Предлагаемый проект не требует перестройки зданий, увеличения количества работающих.
Анализ себестоимости продукции по двум вариантам до и после показывает на снижение себестоимости продукции, увеличения рентабельности, улучшении технико – экономических показателей(см. таблицу 10.17), за счёт увеличения выхода конечного продукта с 175712 т/год до 183396т/год(на 7,7 тыс.т/год).
Определим ориентировочным экономическим расчётом срок окупаемости предлагаемых капитальных вложений, Ток, лет, по формуле:
![]() ,
,
где ![]() = 4862,7тыс.руб. – дополнительные капитальные вложения, тыс.руб.;
= 4862,7тыс.руб. – дополнительные капитальные вложения, тыс.руб.;
![]() =183396т/год – выпуск годовой продукции по Проекту, т/год;
=183396т/год – выпуск годовой продукции по Проекту, т/год;
![]() = 14,194тыс.руб. – себестоимость единицы продукции по Аналогу, тыс.руб.;
= 14,194тыс.руб. – себестоимость единицы продукции по Аналогу, тыс.руб.;
![]() = 14,146 тыс.руб. – себестоимость единицы продукции по Проекту, тыс.руб.
= 14,146 тыс.руб. – себестоимость единицы продукции по Проекту, тыс.руб. ![]()
Срок окупаемости в течении 1 года. Приведённые показатели свидетельствуют о целесообразности предлагаемого проекта.
2. Выбор конструкции проектируемого аппарата
В дипломном проекте были разработаны два аппарата: ректификационная колонна и теплообменник с U-образными трубками.
2.1. Устройство и принцип работы колонны
Тарельчатый колонный аппарат (см. чертеж БРР 01.00.000.СБ) состоит из вертикального корпуса, эллиптического днища, крышки и жестко скрепленной с корпусом опорной обечайки цилиндрической формы , в свою очередь состоит из пяти царг. Обводненный растворитель подается на 7-ю тарелку кетоновой колонны К-8. В низ колонны подается острый пар. С верха колонны К-8 пары растворителя со следами воды конденсируются и охлаждаются в конденсаторе – холодильнике Т-17(Т-20). Затем охлажденный конденсат направляется в емкость Е-6 для дальнейшего использования. Вода из нижней части колонны К-8, содержащая следы растворителя, дренируется автоматически в ПЛК.
![]() 2.2.Устройство и принцип работы теплообменника
2.2.Устройство и принцип работы теплообменника
Теплообменник типа U (см. чертеж БРР 02.00.000.CБ) состоит из кожуха и трубного пучка. Трубная решетка соединена фланцевым соединением с кожухом и распределительной камерой. Камера закрыта эллиптической крышкой. При нагревании трубки удлиняются за счет U-образного исполнения.
Теплообменник нагрева исходной смеси работает следующим образом : пар через штуцер проступает в трубное пространство теплообменника, по мере продвижения по трубам пар нагревает исходный раствор который подается в межтрубное пространство. Нагретый исходный раствор выходит из теплообменника и направляется в колонну.
2.3. Выбор конструкционных материалов
В качестве конструкционных материалов для изготовления аппаратов выбираем листовой прокат, а для изготовления патрубков – трубный прокат.
Основным критерием при выборе конструкционного материала для химической аппаратуры является его химическая и коррозионная стойкость в рабочей среде. Наряду с этим к конструкционным материалам одновременно предъявляются требования высокой механической прочности, жаростойкости, сохранение пластичных свойств при высоких и низких температурах. Необходимо также учитывать физические свойства материалов (теплопроводность, линейное температурное расширение), а также некоторые другие соображения технико-экономического порядка, такие как дефицитность, стоимость материала. Также должна обеспечиваться хорошая свариваемость материалов.
Среда в колонне – обводненный растворитель (ацетон), температура рабочей среды 100˚С, давление - 0,02 МПа. В теплообменнике – в трубном пространстве пар, в межтрубном обводненный растворитель, которые малоагрессивны.
Выбираем материал для изготовления аппаратов в целом [4], – сталь ВСт 3сп по ГОСТ 380-88. Эта сталь хорошо свариваемая, обладает хорошей коррозионной стойкостью в данной среде. Способ сварки для днищ с обечайкой - стыковкой с двухсторонним сплошным проваром, выполненными автоматической сваркой. Материал проволоки Св-08 по ГОСТ 2246-70, марка флюса АН-348 по ГОСТ 9087- 69 .
Для сварки патрубков, фланцев к корпусу аппарата выбираем способ сварки , вручную электродуговой сваркой. Тип марки электродов Э 42 по ГОСТ 0467-70. Крепежные детали для фланцевых соединений по ГОСТ 7798-70, гайки по ГОСТ 5915-70. Материал сталь 35.
3. Технологический расчет проектируемого оборудования
3.1 Технологический расчет ректификационной колонны
3.1.1 Целью расчета является составление материального и теплового балансов, определение диаметра и высоты колонны
3.1.2.Исходные данные
Исходная смесь – ацетон-вода
Производительность по исходной смеси – 1 кг/с
Содержание низкокипящего компонента :
- в исходной смеси ХF = 40% ;
- в дистилляте ХD = 98% ;
- в кубовом остатке ХW= 0,005%
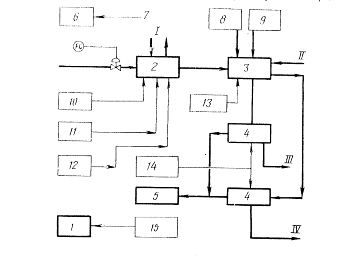
Схема материальных потоков показана на рис. 3.1.
3.1.3.Материальный баланс ректификационной колонны
Расчет ведем согласно [6]
GF = GD + GW(3.1)
XF GF = XD GD + XW GW
Схема материальных потоков показана. ( Рисунок 3.1.)![]()
Откуда находим :
GW = ![]() кг/с
кг/с
GD = GF – GW = 1- 0,6 = 0,4 кг/с
3.1.4Определение числа тарелок
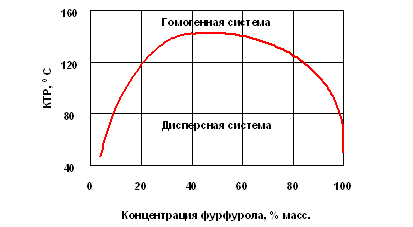
Построим кривую равновесия и определим температуры в колонне. На основании справочных данных о температурах кипения [6] , равновесных составах жидкости и пара для смеси ацетон – вода строим кривую температур кипения смеси в координатах t – x,y, и кривую равновесия в координатах x - y (см. рисунок 3.2., 3.3.)
| x | 0 | 5 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 |
| y | 0 | 60,3 | 72 | 80,3 | 82,7 | 84,2 | 85,5 | 86,9 | 88,2 | 90,4 | 94,3 | 100 |
| t | 100 | 77,9 | 69,6 | 64,5 | 62,5 | 61,6 | 60,7 | 59,8 | 59 | 58,2 | 57,5 | 56,9 |
По кривой температур кипения t = f (x) имеем :
- температура в кубе колонны tw= 99˚C
- температура дистиллята tD= 56˚C
- температура кипения исходной смеси tF= 65˚C
Определяем минимальное и рабочее флегмовое число.
Минимальное флегмовое число определяем по формуле :
Rmin= 
![]() , (3.2)
, (3.2)
где ![]()
![]() - мольные доли легколетучего компонента соответственно в исходной смеси и дистилляте, кмоль/кмоль смеси,
- мольные доли легколетучего компонента соответственно в исходной смеси и дистилляте, кмоль/кмоль смеси, ![]() - концентрация легколетучего компонента в паре, находящемся в равновесии с исходной смесью, кмоль/кмоль смеси.
- концентрация легколетучего компонента в паре, находящемся в равновесии с исходной смесью, кмоль/кмоль смеси.
Мольная доля легколетучего компонента в исходной смеси определяется по формуле :
![]()
 ; (3.3.)
; (3.3.)
где МA = 58 – молекулярная масса ацетона [6],
Мв = 18 - молекулярная масса воды.
Получим :
Аналогично
Тогда :
Рабочее флегмовое число определяем по формуле:
R = 1,3∙Rmin+ 0,3 (3.4.)
R = 1,3∙0,252 + 0,3 = 0,63
Уравнение рабочих линий :
а) для верхней (укрепляющей) части :
![]()
![]() ; (3.5.)
; (3.5.)
![]() ;
; ![]()
б) для нижней (исчерпывающей) части :
![]()
![]() , (3.6.)
, (3.6.)
![]() , где F – относительный мольный расход питания.
, где F – относительный мольный расход питания.
Относительный мольный расход питания определяем по формуле :
![]()
![]() (3.7. )
(3.7. )
![]() ,
, ![]()
Действительное число тарелок определяем по формуле:
![]() , где
, где ![]() - коэффициент полезного действия тарелки [6]. (3.8)
- коэффициент полезного действия тарелки [6]. (3.8)
![]() шт.
шт.
Принимаем действительное число тарелок ![]()
![]() = 19шт.
= 19шт.
Похожие работы
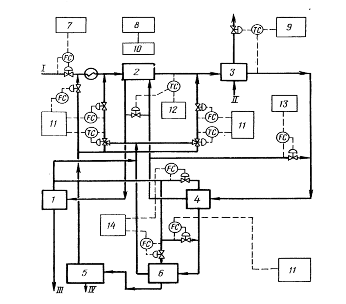
... на установке, являются пожароопасными. Поэтому необходимо производить контроль всех технологических параметров, влияющих на безопасность проведения процесса. Этому способствуют средства контроля и автоматизации, применяемые в настоящее время на установке селективной очистки масел. 3.1 Выбор и обоснование параметров контроля, регулирования и сигнализации В экстракционной колонне К – 1 ...
... ВОПРОСЫ РЕФОРМИРОВАНИЯ И РЕСТРУКТУРИЗАЦИИ ПРЕДПРИЯТИЙ. Несколько лет назад в качестве одной из мер решения проблемы спада производства возник вариант реформирования и реструктуризации предприятий с привлечением консультантов. Появились и отдельные примеры существенного улучшения финансово-экономического состояния предприятия за счет активизации и использования его внутренних возможностей. К ...
0 комментариев