Навигация
Исходные данные для проектирования
30311
знаков
4
таблицы
4
изображения
1.2 Исходные данные для проектирования
Исходными данными для проектирования, необходимыми для разработки проекта, являются:
- Наименование детали – лапа;
- Материал детали – 20ХН3А-Ш;
- Чистый вес детали – 61 кг.;
- Продолжительность рабочей смены – 8 часов;
- Задание на проектирование – модернизация технологического процесса механической обработки лапы.
Таблица 1 Химический состав стали 20ХН3А-Ш
| С | Cr | Ni | S не более | P не более |
| 0,17-0,22 | 0,60-0,90 | 2,75-3,15 | 0,015 | 0,020 |
Таблица 2 Механические свойства стали 45
| σТ, МПа | σвр, МПа | δ, % | ψ, % | ан, Дж/см2 | НВ (не более) | |
| На расстоянии от торца | ||||||
| не менее | 4,5 | 30 | ||||
| 882(90) | 610 | 8 | 40 | 88,2 | 37-43 | 22-32 |
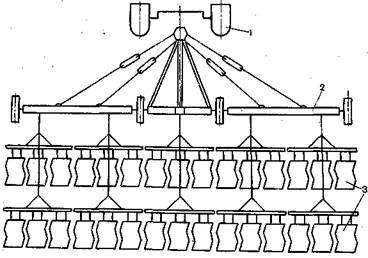
Рис.1 Лапа
Заготовка для изготовления детали - лапа получена методом – поковки горячей ковки на штампованных молотах.
Технологический процесс кузнечно-штамповочного производства характеризуется простотой, высокой экономичностью и производительностью. С помощью разнообразных способов ковки и штамповки получают большое число поковок деталей машин, приборов и т.д.
Трудоемкость кузнечных процессов в значительной степени зависит от серийности и масштаба производства, которые в свою очередь обуславливают специализацию и механизацию, или автоматизацию процессов и техническую культуру производства.
Производственный процесс в кузнечно-штамповочных цехах характеризуется простотой, относительно малой операционностью высокой производительностью, большой металлоемкостью и энергоемкостью.
1.3 Обоснование типа производства
Таблица 3 Проектный вариант технологического процесса
| № опер. | Операция | Оборудование |
| 1 | Контроль | Стол контрольный |
| 2 | Зачистка | Пост зачиски |
| 3 | Сверлильно-центровальная | 2Н150 |
| 4 | Сверлильно-центровальная | 2Н150; 2Н135 |
| 5 | Зачистка | Пост зачиски |
| 6 | Токарная | РТ-467 |
| 7 | Токарная | РТ-467 |
| 8 | Токарная | РТ-467 |
| 9 | Токарная | РТ-467 |
| 10 | Фрезерная | ГФ-1420 |
| 11 | Фрезерная | ГФ-1420 |
| 12 | Фрезерная с ЧПУ | ОЦ22и22"МАЯК-42-2" |
| 13 | Фрезерная сЧПУ | ОЦ22и22"МАЯК-42-2" |
| 14 | Фрезерная | 6М13П |
| 15 | Фрезерная | 6Т83Г |
| 16 | Фрезерная | 6М13П |
| 17 | Фрезерная | 6М13П |
| 18 | Фрезерная | 6М13П |
| 19 | Комплексная на обрабатывающих центрах с ЧПУ | ОЦ22и22"МАЯК-42-2" |
| 20 | Токарная с ЧПУ | 1740 РФЗ |
| 21 | Сверлильная | 2М112 |
| 22 | Сверлильная | 2Н135 |
| 22 | Сверлильная | 2М112 |
| 23 | Токарная (вариант) | РТ 468 |
| 24 | Токарная (вариант) | РТ 468 |
| 25 | Слесарная | Верстак |
| 26 | Маркирование | Верстак |
| 27 | Контроль | Стол контрольный |
| 28 | Армирование | |
| 29 | Шлифование | ХШ1 -06 |
| 30 | Шлифование | ХШ1 -06 |
| 31 | Шлифование | ХШ1 -06 |
| 32 | Шлифование | ХШ1 -06 |
| 33 | Контроль | Стол контрольный |
| 34 | Обмазка и сушка | |
| 35 | Обмазка и сушка | |
| 36 | Химико-термическая обработка | |
| 37 | Транспортирование | Автопогрузчик |
| 38 | Слесарная | Верстак |
| 39 | Шлифование | ХШ1-06 |
| 40 | Шлифование | ХШ1-06 |
| 41 | Шлифование | ХШ1-06 |
| 42 | Шлифование | ХШ1-06 |
| 43 | Полировальная | ХШ1-06 |
| 44 | Промывка | М-216 |
| 45 | Контроль | Стол контрольный |
Определяем программу запуска по формуле:
![]()
где: Nв - программа выпуска, Nв=3000 шт, αотс- коэффициент технологического отсева (0,3-0,6), принимаем αотс=0,5%, тогда:
![]() шт.
шт.
Тип производства определяем по коэффициенту серийности:
![]()
где: r – такт поточной линии, мин; tшт.ср – среднештучное время по участку, мин; Такт поточной линии можно определить по формуле:
![]() ; мин.
; мин.
где: Fд. – эффективный фонд времени работы производственного оборудования, час; для двухсменной работы принимаем: Fд. =4015 часов, тогда:
![]() мин.
мин.
Среднештучное время по участку определяем по формуле:
![]()
где tшт.i – штучное время на i операции, m – количество операций, тогда: tшт.ср.= ![]() мм.
мм.
коэффициент серийности:
![]()
т.к. 1.4 до 5Кс=2,54 то делаем вывод, что производство крупносерийное.
Похожие работы
... В – мульчирующий влагосберегающий слой. 9 Описание устройства, процесса работы и регулировок проектируемой машины 9.1 Устройство Модернизированная сеялка для посева зерновых культур бороздково-ленточным способом выполнена на базе серийной сеялки СЗ – 2,8. Модернизация заключается в изменении конструкции сошниковой секции и замене гладкого катка на струнный. Остальные элементы остаются без ...
... проект. 3. Технико-технологическое обоснование средств механизации возделывания кормовой свёклы в условиях СПК «Орловский» 3.1 Технологическое обоснование средств механизации возделывания кормовой свёклы 3.1.1 Основные особенности кормовой свёклы, определяющие технологию ее возделывания и уборки Кормовая свекла — растение двулетнее, в первый год жизни формирует сочный корнеплод за ...
... Выбор дизель-электростанции производится по коэффициенту загрузки Кз = 0,7. , (2.29) где n = 1 число дизель-электростанции При n= 3 Выбираем три АС-630/51-АН дизель-электростанции. На буровой установке устанавливаем три дизель-электростанции АС-630/51-АН, повышающий трансформатор 0,4/6 кВ для питания двигателя буровой лебедки. Резервное питание обеспечивается с ...
... баланса, коэффициента покрытия и др. Ликвидность – это способность предприятия оперативно превратить свои активы в денежные средства, необходимые для нормальной финансово-хозяйственной деятельности и погашения обязательств предприятия. На практике коэффициенты ликвидности активов применяются также для характеристики платежеспособности предприятия. Расчет коэффициентов, как правило, ведется по ...
0 комментариев