Навигация
Расчет приспособления на точность
30311
знаков
4
таблицы
4
изображения
3.1.3 Расчет приспособления на точность
Требуемое положение заготовки в рабочей зоне станка достигается в процессе её установки. Процесс установки включает базирование и закрепление.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системе координат.
Закрепление – приложение сил и пар сил к изделию для обеспечения постоянства и неизменности его положения, достигнутого при базировании. Фактическое положение заготовки отличается от требуемого.
Отклонение в положении заготовки, возникающее при базировании, называют погрешностью базирования Δεб=0[7, стр.80]; при закреплении – погрешностью закрепления Δεз=0,01; при установке – погрешностью установки Δεу=0,055мм, причем Δεу=f(Δεб, Δεз).
Общая погрешность находится по следующей формуле:
![]() ;
;
![]() .
.
При закреплении заготовок в призме имеют место контактные деформации, вызывающие смещение оси заготовки. Величину смещения (осадку) заготовок в мкм в плоскости симметрии призмы с углом 90۫ можно определить по эмпирической формуле:
4. Проектирование контрольного приспособления
Контрольные приспособления применяют для проверки заготовок, деталей и узлов машин. Приспособления для проверки деталей применяют на промежуточных этапах обработки (межоперационный контроль) и для окончательной их приемки. При помощи этих приспособлений проверяют точность размеров и взаимного положения поверхностей, а также правильность их геометрической формы.
Высокая точность современных машин обусловливает необходимость применения в контрольных приспособлениях измерителей высокой чувствительности, а также правильного выбора принципиальной схемы и конструкции приспособления.
Погрешность измерения, под которой понимают разность между показанием контрольного приспособления и фактическим значением измеряемой величины, должна быть по возможности малой. Однако чрезмерное повышение точности измерения может привести к усложнению и удорожанию приспособления и снижению его производительности.
Контрольное приспособление предназначено для проверки соосности беговых дорожек относительно центровых отверстий.
Для измерения диаметра беговых дорожек в лапах долот и устанавливает методы и средства их проверки.
В процессе контроля необходимо закрепить заготовку с помощью неподвижного центра в одно центровое отверстие и с помощью подвижного центра с другое центровое отверстие. Необходимо их надежное закрепление.
Перемещение измерительной ножки, а также стрелки индикатора должно производится плавно.
Пределы измерения нутрометра – приспособления контрольного должны соответствовать техническим требованиям на приспособление контрольное.
Размах показаний определяют как разность наибольшего и наименьшего показаний нутрометра при десятикратном измерении диаметра одного и того же кольца. Размах показаний должен быть не более 0,005 мм.
Контрольное приспособление состоит из установочных, зажимных, измерительных и вспомогательных элементов, установленных в корпусе приспособления. Проверяемую деталь поджимается с одной стороны неподвижным центром, а с другой стороны подвижным центром. Индикатор крепится в корпусе и все это закрепляется на стойке. Все элементы приспособления устанавливаются на плите.
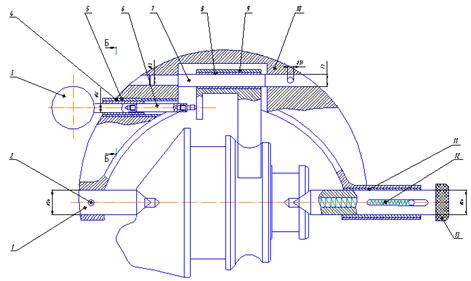
Рис.4 Приспособление контрольное
4.1 Расчет на точность контрольного приспособления
Погрешностью измерений называется разность между полученным при измерении размером и его истинным значением.
Погрешность измерения является следствием ряда факторов, проявляющихся в процессе измерения. К ним относятся погрешность приспособления, температурные деформации, отклонения элементов для настройки приспособления, ошибки оператора другие погрешности. Количество факторов, влияющих на погрешность измерения и степень влияния каждого фактора на общую погрешность измерения, зависит от метода измерения.
В данном контрольном приспособлении используется индикатор с ценой деления 0,001 мм и пределами измерения 1 мм.
1. Назначение приспособления – определить биение детали.
Измерение производится после установки детали в приспособлении и выведения стрелки индикатора на ноль, при этом измерительный наконечник должен касаться передней грани детали. Вращая деталь, на индикаторе отражается какое биение дает деталь.
2. Основные ошибки узлов:
Установка детали в центрах и закрепление ее на ней. Погрешность установки зависит от силы зажима, которая была приложена при закреплении детали в центрах. Погрешность закрепления равна 0,001 мм.
3. Исходным звеном измерительной размерной цепи является расстояние контактной точки измерительного наконечника от поверхности детали при нулевом положении стрелки индикатора.
Составляющие погрешности:
![]() -погрешность установки;
-погрешность установки;
![]() -погрешность настройки (отклонение установочной меры);
-погрешность настройки (отклонение установочной меры);
![]() -погрешность образцовых перемещений;
-погрешность образцовых перемещений;
![]() -погрешность измерительных перемещений;
-погрешность измерительных перемещений;
![]() -погрешность отсчета;
-погрешность отсчета;
4. Условия измерения:
Отклонения от нормальной температуры в цехе 5ْ
Измерительное усилие 1Н. Средний темп сбоя 0,01-0,03 мкм на одно измерение. Использование образцовой детали и установочной меры позволяет исключить влияние температуры и измерительного усилия и значительно уменьшить влияние нарушения первичной настройки.
5. Допускается погрешность измерения для деталей средней точности, согласно табл.1 [л.5], составляет 25% от Тизд или 25 мкм. Указанная погрешность дает m=3,75; n=5,4 и С=0,17. Т. к.приспособление стоит на участке заточки, ошибочно забракованные детали (в количестве n%) могут быть исправлены. ВС СЭВ 303-76 принято нормировать погрешность измерения δ (согласно определению погрешности) половиной размаха кривой рассеивания и истинным значениями размеров может быть больше и меньше нуля, т. е. размах погрешности измерения составит 25*2=50 мкм (±25 мкм).
Дальнейший расчет погрешностей составляющих звеньев будем вести, исходя из абсолютной величины погрешности измерения, т. е. выявлять значения предельных величин погрешностей составляющих звеньев также без учета знака.
6. Переход от погрешностей к их предельным допустимым значениям (допускам) производится обычно заменой символа Δ на δ.
Допустимая погрешность измерения δизм равна:
![]() ;
;
где δ1*ζ1 – зазор между деталью и центрами; δ1*ζ1=0,004 мм; δ2*ζ2=0,0001 мм; δ3*ζ3=0,0001 мм; δ4*ζ4= 0,001 мм;
![]()
Величина контактных деформаций (измерительный наконечник из искусственного корунда, деталь из стали)
![]() ;
;
где Р – сила, Н; r – радиус сферы, м.
![]() мкм;
мкм;
Погрешность контрольного приспособления:
![]()
где d1 – погрешность настройки, d1=0,01; d2 – погрешность установки вала в центрах, 0; d3 – погрешность закрепления индикатора, а т. к. перед измерением производится установка индикатора на ноль, то d4=0; d4 – погрешность индикатора, d5 =0,001 мм.
![]()
Заключение
В данном курсовом проекте был модернизирован базовый технологический процесс. Так как базовый технологический процесс содержал много недостатков: применялось старое оборудование, на котором качество обработки было не самым лучшим, режимы резания, ухудшающие качество поверхностного слоя и др.
В модернизированном технологическом процессе был изменен порядок обработки, то есть нарезание резьбы производится перед операцией фрезерования пазов и сверления отверстий. Эти операции были соединены в одну, что позволило улучшить производительность труда и сократить время обработки.
Для повышения производительности обработки было разработано быстродействующее зажимное станочное приспособление. За счет этого приспособления уменьшилось подготовительно-заключительное время на операцию, так как упрощается управление зажимными устройствами приспособления. Такое приспособление работает бесперебойно при изменениях температуры воздуха в окружающей среде.
Для контроля биения детали было разработано контрольное приспособление. Оно просто в управлении и дает маленькую погрешность измерения.
В целом, при разработке технологического процесса, быстродействующих зажимных приспособлений и выбора оборудования учитывались реальные возможности и потребности производства с целью возможного внедрения курсового проекта на предприятии.
Список использованных источников
1. Андреев Г.Н. Проектирование технологической оснастки машиностроительного производства. М. "Высшая школа", 1999.
2. Анурьев В.И. Справочник конструктора-машиностроителя: В 3т. Т.1 – 8-е изд., перераб. и доп. Под ред. И.Н. Жестоковой - М.: Машиностроение, 2001. – 920 с. ил.
3. Базров Б.М. Основы технологии машиностроения: Учебник для вузов. М.: Машиностроение, 2005. – 736с. ил.
4. Иванов М.И. Детали машин. – М.: "Высшая школа" 7-е издание, перераб. и доп. 2002.
5. Колесов И.М. Основы технологии машиностроения; Учебник для машиностроительных специальных вузов – 2-е изд., испр. – М.: Высшая школа., 1999 – 591с. ил.
6. Справочник технолога - машиностроителя. В 2-х т. Т.1/Под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А. Г. Суслова. – 5-е изд., исправл.. – М.: Машиностроение-1, 2003г. 912с., ил.
7. Справочник технолога - машиностроителя. В 2-х т. Т.2/Под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. – 5-е изд., исправл.. – М.: Машиностроение-1, 2003г. 944с., ил.
8. Схиртладзе А.Г. Новиков В.Ю. "Станочные приспособления". Учеб. пособие для вузов: Высш. шк., 2001. – 110с.:ил.
9. Технология машиностроения: В 2кн. Кн.1. Основы технологии машиностроения: Учеб. пособие для вузов/ Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина – М.: Высш. шк., 2003 – 278с.: ил.
Похожие работы
... В – мульчирующий влагосберегающий слой. 9 Описание устройства, процесса работы и регулировок проектируемой машины 9.1 Устройство Модернизированная сеялка для посева зерновых культур бороздково-ленточным способом выполнена на базе серийной сеялки СЗ – 2,8. Модернизация заключается в изменении конструкции сошниковой секции и замене гладкого катка на струнный. Остальные элементы остаются без ...
... проект. 3. Технико-технологическое обоснование средств механизации возделывания кормовой свёклы в условиях СПК «Орловский» 3.1 Технологическое обоснование средств механизации возделывания кормовой свёклы 3.1.1 Основные особенности кормовой свёклы, определяющие технологию ее возделывания и уборки Кормовая свекла — растение двулетнее, в первый год жизни формирует сочный корнеплод за ...
... Выбор дизель-электростанции производится по коэффициенту загрузки Кз = 0,7. , (2.29) где n = 1 число дизель-электростанции При n= 3 Выбираем три АС-630/51-АН дизель-электростанции. На буровой установке устанавливаем три дизель-электростанции АС-630/51-АН, повышающий трансформатор 0,4/6 кВ для питания двигателя буровой лебедки. Резервное питание обеспечивается с ...
... баланса, коэффициента покрытия и др. Ликвидность – это способность предприятия оперативно превратить свои активы в денежные средства, необходимые для нормальной финансово-хозяйственной деятельности и погашения обязательств предприятия. На практике коэффициенты ликвидности активов применяются также для характеристики платежеспособности предприятия. Расчет коэффициентов, как правило, ведется по ...
0 комментариев