Навигация
2.2 Расчет калибров
2.2.1 Расчет калибров–пробок
Исходные данные:
Отверстие ![]() Ø120 H7+0,035 ;
Ø120 H7+0,035 ;
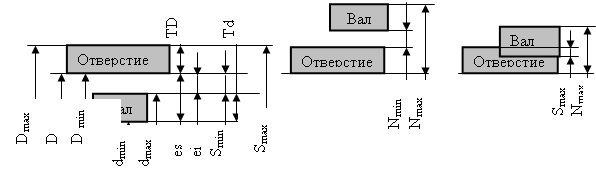
Максимальный предельный диаметр отверстия:
Dmax=120,035 мм;
Минимальный предельный диаметр отверстия:
Dmin=120 мм .
Калибры для контроля отверстий называется пробкой. Калибры изготавливаются комплектом из проходного ПР и непроходного НЕ калибра. При контроле деталей калибрами она признается годной, если проходной калибр проходит, а непроходной не проходит через проверяемую поверхность. Допуски на изготовление калибров нормируются по ГОСТ 24853-81.
Для определения придельных и исполнительных размеров пробок из таблицы указанного стандарта находятся численные значения параметров ![]()
где ![]() допуск на изготовление калибра
допуск на изготовление калибра
![]() координата середины поля допуска проходной пробки
координата середины поля допуска проходной пробки
![]() координата определяющая границу износа проходной пробки
координата определяющая границу износа проходной пробки
H=6 мкм=0,006 мм;
z=5 мкм=0,005 мм;
y=4 мкм=0,004 мм.
Определяем предельные и исполнительные размеры пробок ПР и НЕ.
Dmax пр= Dmin + z + H/2 = 120 + 0,005+ 0,006/2 = 120,008 мм;
Dmin пр= Dmax + z - H/2 = 120,035 + 0,005 - 0,006/2 = 120,037 мм;
Dпризн= Dmin – y = 120 –0,004 = 119,996 мм;
Dприсп= Dmax пр (-H) = 120,008-0,006 мм;
Dmax не= Dmax + H/2 = 120,035 + 0,006/2 = 120,038 мм;
Dmin не= Dmax - H/2 = 120,035 - 0,006/2 =120,032 мм;
D не исп = Dmax не (-H) = 120,037-0,006 мм.
2.2.2 Расчет калибров–скоб
Исходные данные:
Вал Ø120 m6(+0,013+0,035);
Максимальный предельный диаметр вала:
dmax= 120,035 мм;
Минимальный предельный диаметр вала:
dmin= 120,013 мм;
Калибры для контроля валов называются скобами, которые также как и пробки имеют проходную и непроходную сторону.
Для определения придельных и исполнительных размеров скобы из таблицы ГОСТ 24853-81 выписываем координаты:![]() .
.
H1 = 6 мкм = 0,006 мм;
z1 = 5 мкм = 0,005 мм;
y![]() =4 мкм=0,004 мм
=4 мкм=0,004 мм
Определяем предельные и исполнительные размеры скобы ПР и НЕ.
dmax пр = dmax- z1 + H1/2 = 120,035 - 0,005 + 0,006/2 = 120,033 мм;
dmin пр= dmax + z1 – H1/2 = 120,035 - 0,005 - 0,006/2 = 120,027 мм;
dmax изн= dmax + y1 = 120,035+ 0,004 = 120,039 мм;
dприсп= dmin пр(+H) = 120,027+0,006 мм;
dmax не= dmin + H1/2 = 120,013 + 0,006/2 = 120,016 мм;
dmin не= dmin – H1/2 = 120,013 - 0,003 = 120,001 мм;
dне исп = dmin не(+H) = 120,01+0,006 мм;
2.3 Расчет и выбор посадок подшипников качения
2.3.1 Расчет и выбор посадок подшипников качения на вал и корпус
Исходные данные:
Подшипник №7326
D = 280 мм ,
B = 58 мм ,
d = 130 мм,
r = 5 ,
Fr = 90 кН .
Вал вращается, вал сплошной, корпус массивный, нагрузка умеренная.
Посадка внутреннего кольца с валом всегда осуществляется в системе основного отверстия, а наружного кольца в корпус в системе основного вала.
Выбор посадок для подшипников качения зависит от характера нагружения колец. В подшипниковых узлах редуктора кольца испытывают циркуляционное и местное нагружения. Внутреннее кольцо подшипника является циркуляционно нагруженным, при котором результирующая радиальная нагрузка воспринимается последовательно всей окружностью его дорожки качения и передает ее всей посадочной поверхности вала.
Наружное кольцо подшипника испытывает местное нагружение, при котором, постоянная по направлению результирующая радиальная нагрузка воспринимается лишь ограниченным участком окружности дорожки качения и передает ее соответствующему ограниченному участку посадочной поверхности корпуса.
Класс точности подшипника качения для червячной передачи выбирается в зависимости от степени точности червячной передачи по таблице 3.6[2]. Степень тонности передачи ![]() тогда класс точности подшипника будет 6.
тогда класс точности подшипника будет 6.
Так как в изделии вращается вал, внутреннее кольцо подшипника является циркуляционно нагруженным, наружное кольцо соединятся с неподвижным корпусом, испытывает местное нагружение, следовательно, внутреннее кольцо должно соединяться с валом по посадке и с натягом, наружное с отверстием в корпусе с наибольшим зазором.
Посадку внутреннего кольца подшипника на вал определяем по интенсивности радиальной нагрузке ![]() по выражению.
по выражению.
![]() ;
;
где ![]() радиальная нагрузка на опору,
радиальная нагрузка на опору,
![]() динамический коэффициент посадки при умеренной нагрузке
динамический коэффициент посадки при умеренной нагрузке ![]() (таблица 3.8[2]).
(таблица 3.8[2]). ![]() коэффициент, учитывающий степень ослабления натяга; при сплошном вале
коэффициент, учитывающий степень ослабления натяга; при сплошном вале ![]() .
. ![]() коэффициент, учитывающий тип подшипника для однорядных не сдвоенных подшипников
коэффициент, учитывающий тип подшипника для однорядных не сдвоенных подшипников ![]() .
. ![]() ширина кольца подшипника
ширина кольца подшипника ![]() .
. ![]() радиус фаски кольца
радиус фаски кольца ![]() .
.
Pr = (72*1*1*1)/(0,058-2*0,005)= 1500 кН/м
По рассчитанному значению ![]() и номинальному диаметру
и номинальному диаметру ![]() устанавливаем поле допуска на вал, по таблице 3.7[2]-n.
устанавливаем поле допуска на вал, по таблице 3.7[2]-n.
Поле допуска для отверстия в корпусе определяется в зависимости от диаметра D=280 мм характера нагрузки и конструкции корпуса. По таблице 3.9[2] квалитет точности для отверстия и вала устанавливается в зависимости от класса точности подшипника, при нулевом классе точности вал обрабатывается по 6-му, а отверстие по 7-му квалитету точности:
![]() Ø280 H7(+0,052);
Ø280 H7(+0,052);
![]() Ø130 k5(+0,003+0,021).
Ø130 k5(+0,003+0,021).
Придельные отклонения для колец подшипника определяем по ГОСТ 590-89:
![]() Ø280 L6(-0,018 );
Ø280 L6(-0,018 );
![]() Ø130 l6(-0,018 ).
Ø130 l6(-0,018 ).
Таким образом, посадка по внутреннему кольцу подшипника Ø130 L6(-0,018 )/ k5(+0,003+0,021), по наружному кольцу Ø280 H7(+0,052)/l6(-0,018 ).
Похожие работы
... действия выпускаемых машин и приборов находится в прямой зависимости от точности их изготовления и контроля показателей качества с помощью технических измерений. Точность и ее контроль служит исходной предпосылкой важнейшего свойства совокупности изделий – нормирования. При конструировании применение принципа нормирования ведет к повышению качества и снижению себестоимости конструкции. 1 ...
... спроектировано с учетом удобства закрепления детали и последующего измерения размеров детали и их допускаемых отклонений, а также простоты изготовления самого приспособления. 9. Разработка технологической схемы сборки узла Технологическая схема показывает последовательность соединения сборочных единиц различного порядка и отдельных деталей при узловой сборке или отдельных узлов и деталей, ...
... – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев