Навигация
Разливка стали в изложницы
38519
знаков
0
таблиц
0
изображений
3.2. Разливка стали в изложницы
Разливку жидкой стали в изложницы применяют для получения стальных заготовок, значительных габаритов и массы, для их дальнейшей обработки давлением (после их остывания и последующего дополнительного нагрева) с целью получения сортового проката или больших поковок. Разливку жидкой стали в изложницы осуществляют из ковша. Формы для разливки (изложницы) принимаются в зависимости от намечаемой готовой продукции: для сортового и фасонного проката.
Изложницы представляют собой чугунные формы для получения слитков различного сечения. По конструкции изложницы подразделяют на глуходонные и сквозные, по способу заливки металла – на заполняемые сверху и заполняемые снизу (сифонная разливка). Чугунные изложницы вертикального типаиспользуются для разливки стали. Изложницы для слитков, предназначенных для поковок, вмещают до 100 т стали и более; изложницы для стали, идущей в прокатку, рассчитаны на слитки массой от 100 кГ до 20 т (слитки для слябов). В целях уменьшения усадочной раковины в слитках И. изготовляют с утепленной надставкой.
Способ разливки стали в изложницу и состояние металла в процессе разливки и затвердевания существенно влияют на свойства стали. В основном различают два вида разливки: кипящей и спокойной стали.
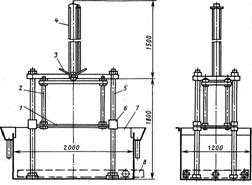
Применяют два способа разливки стали в изложницы: сверху непосредственно в изложницу и сифоном
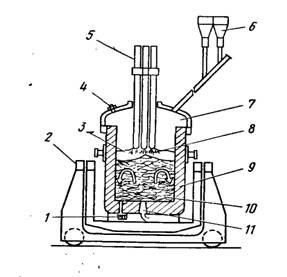
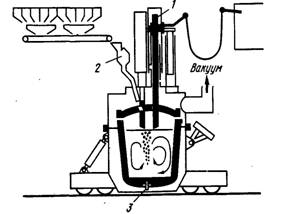
При разливке сверху сталь заливают из ковша 2 в каждую изложницу 1 последовательно.
При таком способе разливки стали поверхность слитков вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов.
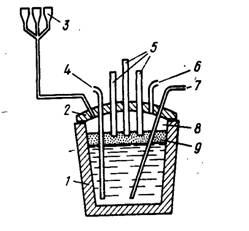
При сифонной заливке (рис. 6, б) сталью заполняют одновременно от 2 до 6 установленных на поддоне 5 изложниц через центровой литник 3 и каналы в поддоне. В этом случае сталь поступает в изложницы снизу, что обеспечивает плавное, без разбрызгивания их заполнение, поверхность слитка получается чистой, сокращается время разливки. Сталь в надставке 4 сохраняется в жидком состоянии, благодаря чему уменьшаются раковина и отходы слитка при обрезке.
Разливку сверху обычно применяют для углеродистых, а разливку сифоном – для легированных сталей.
3.3 Затвердевание и строение стального слитка в изложнице
Процесс затвердевания стального слитка и образование кристаллической структуры в нем был рассмотрен выше. Необходимо добавить, что строение слитка определяется не только условиями охлаждения, но и степенью раскисления. По этому признаку стали делятся на кипящие, спокойные и полуспокойные.
Кипящая сталь − сталь, не полностью раскисленная в печи. Ее раскисление продолжается в изложнице за счет взаимодействия оксида железа FeO с углеродом. Образующийся при этом оксид углерода СО выделяется из стали и она не содержит неметаллических примесей, обладая при этом высокой пластичностью.
Кипящую сталь раскисляют так, что она и во время наполнения изложницы и после окончания процесса наполнения выделяет газ. В результате реакции углерода с кислородом на фронте затвердевания образуется окись углерода. При этом формируются чистый поверхностный слой (плотная корка) и сердцевина, обогащенная примесями (зона ликвации) – Интенсивное выделение газа вплоть до полного затвердевания предотвращает сосредоточенное уменьшение объема в середине верхней (головной) части слитка. Уменьшение объема (усадочная раковина) обусловливается неодинаковым удельным объемом стали в жидком и твердом агрегатных состояниях. В кипящей стали раковина распределена в форме газовых пузырей (пор) по всему объему слитка. При последующей горячей обработке давлением газовые пузыри завариваются, так как они почти не загрязнены. Это положительно сказывается на выходе годного. Еще одним преимуществом является чистая поверхностная зона, удовлетворяющая высоким требованиям к качеству поверхности. Недостатком является обогащение элементами-примесями (ликвация): углеродом, фосфором, серой, азотом и кислородом в осевой зоне, особенно в верхней части слитка. Это приводит к неравномерности свойств материала по высоте слитка и по его поперечному сечению. Еще одним недостатком является повышенная склонность к хрупкому разрушению, так как азот связать не удается.
Спокойная сталь получаются при полном раскислении металла в печи и ковше (рис. 7, б). Такая сталь затвердевает без выделения газов, в слитке образуется плотная структура, а усадочная раковина концентрируется в верхней части слитка, что увеличивает выход годного металла. Спокойная сталь устраняет перечисленные выше недостатки, присущие кипящей стали. При разливке спокойной стали обеспечиваются существенное уменьшение содержания кислорода и элементов, имеющих сродство с кислородом, которые перечислены выше. Поскольку элементы алюминий, титан, ванадий и цирконий одновременно обладают и высоким сродством к азоту, тем самым одновременно достигается и снижение склонности к хрупкому разрушению стали. Неблагоприятное влияние на качество стали могут оказать оксиды, образующиеся при связывании кислорода, которые, если их не представляется возможным удалить из расплава, превращаются в неметаллические включения и при достаточной концентрации могут ограничить использование материала из-за образования несплошностей в нем. Поскольку в результате эрозии огнеупорного материала в сталь попадают дополнительные (экзогенные) неметаллические включения, уменьшению их содержания путем выделения следует уделять особое внимание. При продувке жидкой стали аргоном достигается снижение содержания неметаллических включений в ней. Еще остающиеся неметаллические включения выделяются в процессе затвердевания, особенно в подповерхностной зоне, что может неблагоприятно сказаться на качестве поверхности. Однако и по всей длине слитка и особенно в верхней его части (где кончается усадочная раковина) возможно обогащение неметаллическими включениями. Еще одним недостатком спокойных сталей является сосредоточенное уменьшение объема в верхней части слитка, что снижает выход годного. При использовании изложниц, оборудованных в верхней части теплоизолирующими прибыльными надставками, это уменьшение выхода годного может быть в известной мере компенсировано.
Полуспокойная сталь получается при раскислении ферромарганцем и недостаточным количеством ферросилиция или алюминия и путем целенаправленного регулирования содержания кислорода. В результате получается полуспокойная или механически закупоренная сталь. Эти мероприятия позволяют достичь лучшего качества поверхности, чем у спокойной стали, и более равномерного распределения ликвирующих элементов, чем в кипящей стали, а сам слиток не имеет концентрированной усадочной раковины, в нижней части он обычно имеет строение спокойной, а в верхней – кипящей стали (рис. 7, в). Такая сталь по качеству применима только для некоторых определенных целей, а по стоимости является промежуточной между кипящей и спокойной.
Похожие работы
... виды этого процесса: отжиг, закалка, отпуск, а также есть химико-термическая и термомеханическая обработка. В данном реферате будут рассмотрены, основные виды термической обработки стали. Выбор темы Тема «Основные виды термической обработки стали» была выбрана, потому, что термообработка сталей применяется очень давно, является интересной, ёмкой и наиболее практичной (можно, что-то ...
... дополнительное охлаждение детали в области отрицательных температур, до температуры ниже т. Мк (- 80oС). Обычно для этого используют сухой лед. Такая обработка называется обработкой стали холодом. Обработку холодом необходимо проводить сразу после закалки, чтобы не допустить стабилизации аустенита. Увеличение твердости после обработки холодом обычно составляет 1…4 HRC. Обработке холодом ...

... тех же структур эвтектоидной стали в зависимости от содержания углерода, однако характер изменения свойств структур от перлита до мартенсита тот же, что и у эвтектоидной стали. Изучив вопросы теории термической обработки стали, познакомимся с ее видами: отжигом и нормализацией, закалкой и отпуском. 2. Отжиг и нормализация. После отливки, прокатки и ковки стальные заготовки охлаждаются ...
... электродуговой нагрев. Установка доводки стали в ковше с нагревом металла появилась более 40 лет назад и получила название печь-ковш. В данной работе будут рассмотрены устройство и назначение агрегата внепечной обработки стали типа печь-ковш. 1. Устройство агрегата печь-ковш Типичная конструкция установки LF (печь-ковш) показана на рисунке 1. В ковше наводится рафинировочный шлак, и в ...
0 комментариев