Навигация
Обработка жидкого металла вне сталеплавильного агрегата
38519
знаков
0
таблиц
0
изображений
3.4 Обработка жидкого металла вне сталеплавильного агрегата
При внепечной обработке металл, выплавленный в обычном сталеплавильном агрегате (мартеновской печи, конвертере или электропечи), подвергается внешнему воздействию в сталеразливочном ковше. Основной целью внепечной обработки жидкой стали в ковше является снижение содержания растворенных в металле газов, неметаллических включений и серы.
В настоящее время нет такого способа обработки жидкой стали в ковше, который позволил бы одновременно значительно снизить в металле содержание неметаллических включений, серы и газов. Поэтому в зависимости от поставленной задачи применяется тот или иной способ внепечной обработки металлов.
Обработка металлов в ковше синтетическим шлаком приводит к снижению в стали количества серы, неметаллических включений и кислорода. Сущность метода заключается в том, что металл выпускают из печи в ковш, частично заполненный жидким шлаком (4 – 5% от массы металла), который предварительно выплавляют в специальном агрегате. Жидкий шлак и металл интенсивно перемешиваются. Сера, кислород и неметаллические включения переходят из металла в шлак. При обработке металла синтетическим шлаком важную роль играет его состав и физико-химические свойства. Шлак должен иметь низкие температуру плавления и вязкость, а также обладать высокой основностью и низкой окисленностью. Этим требованиям отвечают известково-глиноземистые шлаки, содержащие 50 – 55% СаО, 38 – 42% Al2O3, 1,5 – 4% SiO2, 0,15 – 0,5% FeO. Шлаки такого состава обладают высокой рафинирующей способностью.
Повышение качества стали, обработанной синтетическим шлаком, компенсируют затраты, связанные с выплавкой такого шлака.
Продувка металла в ковше порошкообразными материалами является одним из современных способов повышения качества стали и производительности сталеплавильных агрегатов.
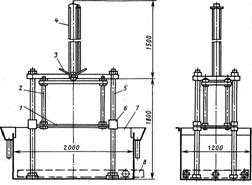
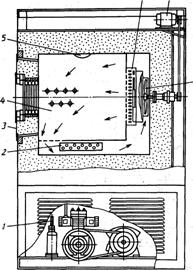
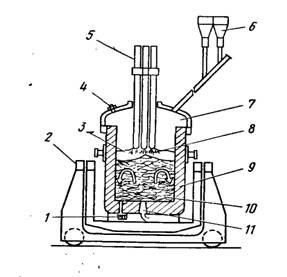
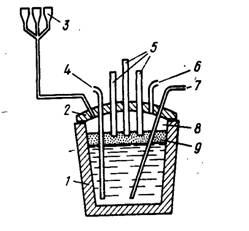
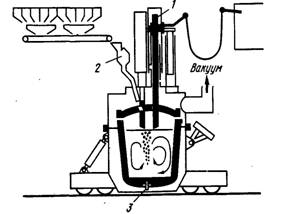
Электрошлаковый переплав (ЭШП) заключается в следующем:
Переплавляемая сталь подается в установку в виде расходуемого (переплавляемого) электрода 1 (рис. 8). Расплавленный шлак 2 (смесь 60…65% CaF2, 25…30% Al2O3, CaO и другие добавки) обладает большим электросопротивлением и при прохождении электрического тока в нем генерируется тепло, достаточное для расплавления электрода. Капли металла проходят слой шлака, собираются в ванне и затвердевают в водоохлажденной изложнице, образуя слиток. При этом кристаллизация металла происходит последовательно и направлена снизу вверх, что способствует удалению неметаллических включений и пузырьков газа и тем самым образованию плотной и однородной структуры слитка. В конце переплава поддон опускают и затвердевший слиток извлекают из изложницы.
Современные установки ЭШП позволяют получать слитки различного сечения массой 40т.
Жидкий металл в потоке инертного газа (аргона) через фурму вводят измельченные десульфураторы и раскислители. В результате такой обработки можно получить металл с содержанием серы и кислорода менее 0,005% каждого.
Обработка жидкой стали аргоном в ковше является наиболее простым способом повышения качества металла. Аргон вдувают в жидкую сталь через пористые и огнеупорные пробки, которые устанавливают в днище ковша. Аргон не растворяется в жидкой стали, поэтому при продувке металла аргоном в объеме жидкой стали образуется большое количество пузырей, которые интенсивно перемешивают металл и выносят на его поверхность неметаллические включения. Кроме того, водород и азот, растворенные в стали, переходят в пузыри аргона и вместе с ним покидают жидкий металл, т.е. происходит дегазация стали.
Наиболее простым способом является вакуумирование стали в ковше. В этом случае ковш с жидким металлом помещают в герметичную камеру, из которой откачивают воздух. При снижении давления в камере металл закипает вследствие бурного выделения из металлов газов. После дегазации металла камеру разгерметизируют, а ковш с вакуумированной отправляют на разливку.
Ковшевое вакуумирование неэффективно при обработке полностью раскисленной стали и больших масс металла. В этом случае вследствие слабого развитии реакции 2C + O2 = 2CO металл кипит вяло. Для улучшения дегазации стали вакуумную обработку металлов в ковше совмещают с продувкой его аргоном и электромагнитным перемешиванием. Обычно дегазацию металла в ковше проводят в течение 10 – 15 мин. Более длительная обработка приводит к значительному снижению температуры металла.
Парционное и циркуляционное вакуумирование стали применяют при дегазации больших масс металла.
При парционном вакуумировании футерованная вакуумная камера не большого объема помещается над ковшом с жидким металлом. Патрубок камеры, футерованный изнутри и снаружи, погружен в жидкий металл. Под действием атмосферного давления порция металла (10 – 15% от общей массы) поднимается в камеру и дегазируется. При движении ковша вниз или камеры вверх металл вытекает, а при обратном движении вновь поднимается в камеру, для полной дегазации стали необходимо провести от 30 до 60 циклов вакуумной обработки.
При циркуляционном способе вакуумирования стали применяют вакуумную камеру с двумя патрубками. Жидкий металл из ковша поднимается в камеру по одному патрубку, дегазируется и вытекает обратно в ковш по второму патрубку. Происходит непрерывная циркуляция металла через вакуумную камеру. Подъем жидкой стали в камеру происходит за счет действия аргона, который подают во входной патрубок.
Струйное вакуумирование металла применяется в основном при отливке крупных слитков. Этот способ является более совершенным, т. к. устраняется вторичное окисление при разливке вакуумированного металла из ковша в изложницы.
При отливке слитков в вакууме струя металла, переливаемого из ковша а изложницу, установленную в вакуумной камере, разрывается выделяющимися газами на множество мелких капель металла. Поверхность металла резко возрастает, что приводит глубокой дегазации стали. Кроме того, сталь также дегазируется в изложницы.
Последнее время для получения стали с очень низким содержанием углерода обработку металла в вакууме совмещают с продувкой его кислородом или смесью аргона и кислорода.
Рафинированная синтетическим шлаком сталь отличается низким содержанием кислорода, серы и неметаллических включений, что обеспечивает ей высокую пластичность и ударную вязкость.
Похожие работы
... виды этого процесса: отжиг, закалка, отпуск, а также есть химико-термическая и термомеханическая обработка. В данном реферате будут рассмотрены, основные виды термической обработки стали. Выбор темы Тема «Основные виды термической обработки стали» была выбрана, потому, что термообработка сталей применяется очень давно, является интересной, ёмкой и наиболее практичной (можно, что-то ...
... дополнительное охлаждение детали в области отрицательных температур, до температуры ниже т. Мк (- 80oС). Обычно для этого используют сухой лед. Такая обработка называется обработкой стали холодом. Обработку холодом необходимо проводить сразу после закалки, чтобы не допустить стабилизации аустенита. Увеличение твердости после обработки холодом обычно составляет 1…4 HRC. Обработке холодом ...
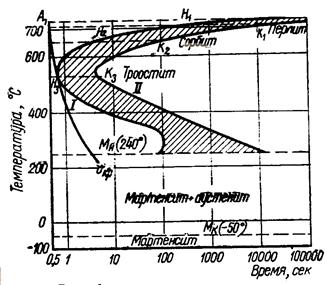
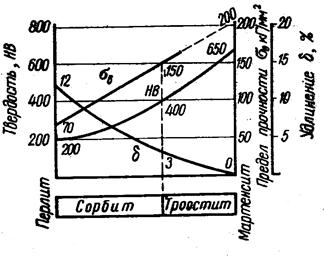

... тех же структур эвтектоидной стали в зависимости от содержания углерода, однако характер изменения свойств структур от перлита до мартенсита тот же, что и у эвтектоидной стали. Изучив вопросы теории термической обработки стали, познакомимся с ее видами: отжигом и нормализацией, закалкой и отпуском. 2. Отжиг и нормализация. После отливки, прокатки и ковки стальные заготовки охлаждаются ...
... электродуговой нагрев. Установка доводки стали в ковше с нагревом металла появилась более 40 лет назад и получила название печь-ковш. В данной работе будут рассмотрены устройство и назначение агрегата внепечной обработки стали типа печь-ковш. 1. Устройство агрегата печь-ковш Типичная конструкция установки LF (печь-ковш) показана на рисунке 1. В ковше наводится рафинировочный шлак, и в ...
0 комментариев