Навигация
ОПИСАНИЕ УСТРОЙСТВА И ПРИНЦИП РАБОТЫ
21684
знака
75
таблиц
19
изображений
2. ОПИСАНИЕ УСТРОЙСТВА И ПРИНЦИП РАБОТЫ
Пресс однокривошипный простого действия двухстоечный ненаклоняемый КД2114А:
От электродвигателя 1 крутящий момент передается через шкив 2 и клиноременную передачу 3 маховику 4, который находится в шарикоподшипниках 5 через муфту-тормоз 7 к главному валу 6. Главный вал опирается на роликовые подшипники 8. На валу установлена эксцентриковая втулка 9, входящая в зубчатое зацепление с шатуном 15 ( шатун регулируемой длины, регулировка осуществляется с помощью винта 11) с помощью гайки 10. Ползун 12 соединён с шатуном через сферическую головку. 13–планка выталкивателя, 14–упор выталкивателя, 16–призматические направляющие ползуна.
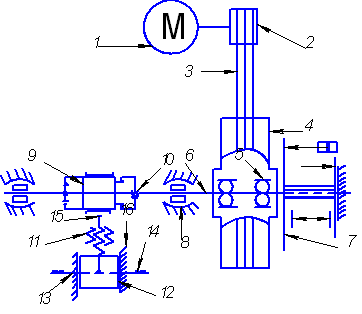
Рисунок 1 – Кинематическая схема пресса однокривошипного простого действия двухстоечного ненаклоняемого КД2114А.
3. КИНЕМАТИЧЕСКИЙ РАСЧЁТ ИСПОЛНИТЕЛЬНОГО МЕХАНИЗМА
Для расчета зададимся исходными данными:
![]()
Нахождение законов движения исполнительного механизма сводится к построению графиков:

Закон перемещения [2]:
|
| (1) |
| где
|
Коэффициент шатуна ![]() для кривошипных универсальных простого действия с регулируемым ходом прессов находится в интервале
для кривошипных универсальных простого действия с регулируемым ходом прессов находится в интервале ![]() , принимаем
, принимаем ![]() [3].
[3].
Радиус кривошипа рассчитывается по формуле (2):
|
| (2) |
![]() .
.
Длина шатуна рассчитывается по формуле (3):
|
| (3) |
![]() ,
,
Принимаем ![]() .
.
Закон изменения скорости:
|
| (4) |
| где |
Закон изменения ускорения:
|
| (5) |
Графики приведены на рисунках 3, 4,5 Результаты расчетов в таблице 2.
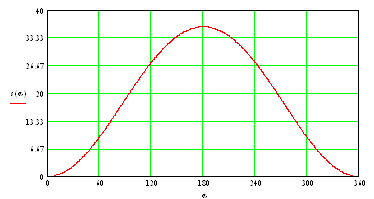
Рисунок 3 – График перемещения
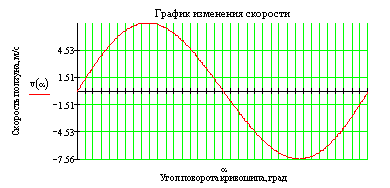
Рисунок 4 – График скорости
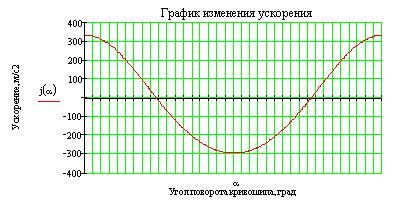
Рисунок 5 – график ускорения
4. РАСЧЁТ ГЛАВНОГО ВАЛА
4.1 Определение основных размеров главного вала
Определим исполнительные размеры главного вала:
Исходя из производственного опыта, примем ![]() .
.
![]() .
.
![]()
![]()
![]() .
.
![]() .
.
![]() .
.
![]()
Принимаем ![]() ,
, ![]() .
.
Эксцентрицитет втулки определим по формуле [3]:
|
| (6) |
![]()
При выборе эксцетрикового вала необходимо проверить диаметр эксцентрика ![]() на условие отсутствия подрезки вала в месте перехода эксцентрика в коренные шейки:
на условие отсутствия подрезки вала в месте перехода эксцентрика в коренные шейки:
![]()
![]()
Эскиз главного вала представлен на рисунке 6.
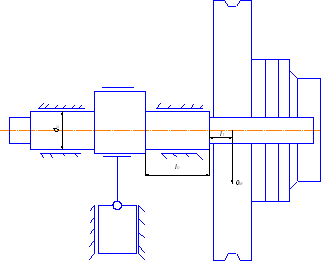
Рисунок 6– Эскиз главного вала
Похожие работы





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
0 комментариев