Навигация
7. РАСЧЁТ СТАНИНЫ
Станины открытого типа любого конструктивного варианта подвергаются внецентренному растяжению, в силу чего возникает перекос направляющих ползуна по отношению к столу. Основная цель при проектировании – уменьшить этот перекос, поэтому размеры станин выбирают на базе имеющегося опыта так, чтобы расчётные напряжения в опасных сечениях не превосходили определённого, весьма низкого предела.[2]
Начинают расчёт с сечения II-II как наиболее опасного.
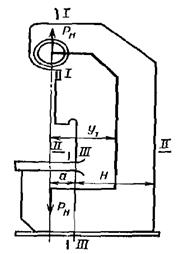
Рисунок 18– Схема станины
Для чугунных литых станин минимальная площадь устанавливается по эмпирическим соотношениям:
|
| (69) |
| где |
![]()
Высота берётся в зависимости от величины вылета по формуле:
|
| (70) |
| где |
![]()
Ширина сечения берётся по соотношению:
|
| (71) |
|
Для чугунных литых станин толщина боковых стенок принимается в пределах 8-40 мм. | |
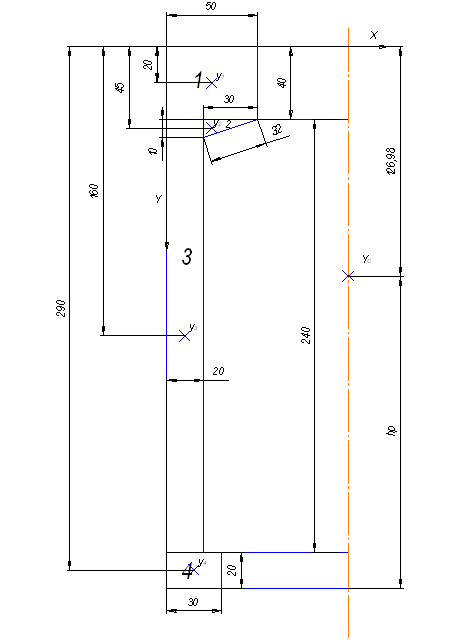
Рисунок 19– Расчётное сечение II-II станины
Центр тяжести сечения станины:
| y | (72) |

y![]() =
=
Моменты инерции фигур сечения:
1: ![]()
2: ![]()
3: ![]()
4: ![]()
|
| (73) |
| где |
![]()
Для литых станин из СЧ 25 допускаемое напряжение в растянутых волокнах не должно превышать 12-15 МПа [1 с. 97]. Условие выполняется.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Кузнечно-штамповочное оборудование: Учебник для машиностроительных вузов/ А.Н. Банкетов, Ю.А. Бочаров, Н.С. Добринский и др.; Под ред. А.Н. Банкетова, Е.Н. Ланского. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1982. – 576 с., ил.
2. Ланской Е.Н., Банкетов А.Н. Элементы расчёта деталей и узлов кривошипных прессов. – М.: Машиностроение, 1996. – 376с.
3. Кузнечно-штамповочное оборудование. Учебное пособие по курсовому проектированию/ Составитель В.И. Трусковский. –, 2004. – 50 с.
4. Власов В.И. Системы включения кривошипных прессов. Расчет и проектирование. М.: Машиностроение, 1969. – 272 с.
5. Кривошипные кузнечно-прессовые машины/ В.И. Власов, А.Я. Борзыкин, И.К. Букин-Батырев и др. Под ред. В.И. Власова. – М.: Машиностроение, 1982. 424 с., ил.
6. Ровинский Г.Н., Злотников С. Л. Листоштамповочные механические прессы.–М.: Машиностроение, 1968.–376 с.
7. Трусковский В.И., Барков Л.А. Прессы-автоматы для обработки порошковых материалов–1994.–304 с.
Похожие работы





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
0 комментариев