Навигация
Суммарное значение пространственных отклонений для заготовки данного типа определяется по формуле
12092
знака
1
таблица
7
изображений
6. Суммарное значение пространственных отклонений для заготовки данного типа определяется по формуле
![]()
· смещение осей поковок:
![]()
· кривизна заготовок (коробление):
![]()
· смещение оси заготовки в результате погрешности зацентровки:
![]()
для штампованных изделий ![]()
![]()
![]() .
.
7. Остаточное пространственное отклонение:
после предварительного обтачивания:
![]() ;
;
после чистового обтачивания:
![]() ;
;
после предварительного шлифования:
![]() ;
;
8. Рассчитаем минимальные значения припусков
![]()
Минимальный припуск:
под предварительное обтачивание
![]() ;
;
под чистовое обтачивание
![]() ;
;
под предварительное шлифование
![]() ;
;
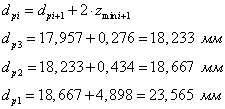
9. Последовательно определяем расчетные размеры для каждого предшествующего перехода путем последовательного прибавления расчетного минимального припуска каждого технологического перехода, и заносим данные в таблицу:
10. Записываем в соответствующей графе расчетной таблицы значения допусков на каждый технологический переход и заготовку, в графе «Наименьший предельный размер» определим их значения для каждого технологического перехода, округляя расчетные размеры увеличением их значением. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
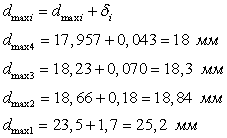
11. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру:
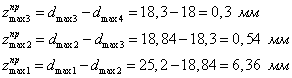
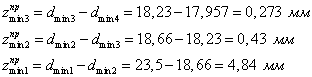
12. Предельные значения припусков ![]() определяем как разность наибольших предельных размеров и
определяем как разность наибольших предельных размеров и ![]() – как разность наименьших предельных размеров предшествующего и выполняемого переходов:
– как разность наименьших предельных размеров предшествующего и выполняемого переходов:
13. Общие припуски ![]() и
и ![]() рассчитываем так же, как и в предыдущем примере, суммируя промежуточные припуски и записывая их значения внизу соответствующих граф.
рассчитываем так же, как и в предыдущем примере, суммируя промежуточные припуски и записывая их значения внизу соответствующих граф.

14. Аналогично проверяется правильность произведенных расчетов и строится схема графического расположения полей припусков и допусков, учитывая в данном случае, что построение производится на наружную, а не на внутреннюю поверхность.
Таблица 1
| технологические переходы обработки поверхности | элементы припуска | расчетный припуск, мкм | расчетный размер, мм | Допуск , мкм | предельный размер, мм | предельные значения припусков, мкм | ||||
|
|
|
|
|
|
|
| ||||
| заготовка | 200 | 300 | 1949 | – | 23,565 | 1,700 | 25,2 | 23,5 | – | – |
| обтачивание предварительное | 50 | 50 | 116,94 | 4898 | 18,667 | 180 | 18,84 | 18,66 | 6360 | 4840 |
| обтачивание чистовое | 30 | 30 | 77,96 | 433,88 | 18,233 | 70 | 18,3 | 18,23 | 540 | 430 |
| шлифование | 10 | 20 | 38,98 | 275,92 | 17,957 | 43 | 18 | 17,957 | 300 | 273 |
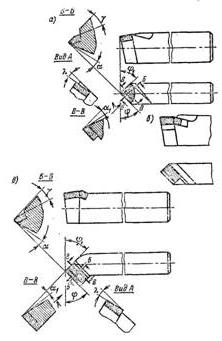
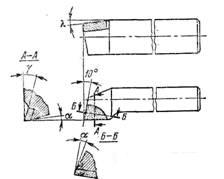
Для точения внешней поверхности выбираем токарный проходной прямой резец с пластинами из быстрорежущей стали по ГОСТ 18869-73:
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
Для сверления внутреннего отверстия выбираем сверло спиральное с коническим хвостовиком по ГОСТ 10903-77:
![]() ,
, ![]() ,
, ![]() .
.
Для шлифования выбираем шлифовальный круг на керамической связке ![]() ,
, ![]() ,
, ![]()
шлифовальный материал: 1А
зернистость: 50
Задание 4
Квалитет – h9
квалитет паза – Н7
![]()
![]()
![]()
![]()
![]()
материал: сталь 45
В качестве заготовки предлагается прокат в виде плиты, сортамент выбирается по каталогам из справочников. Исходя из габаритов детали и параметров поверхности – рассчитывают минимальный и максимальный припуск. По стандартной методике припуск разбивают на операционные припуски, строят соответствующую схему с указанием допусков и припусков, определяют геометрические параметры инструментов. Для обработки паза требуется подобрать характеристики, представить эскизы инструмента. Для фрезерной обработки назначить режимы резания, подобрать по справочной литературе оборудование, пронормировать обработку и оформить операционную технологическую карту.
масса готовой детали:

масса заготовки:
![]()
В качестве заготовки выбираем стальной горячекатаный лист толщиной 16 мм, шириной 200 мм и длиной 45 мм.
Для обработки шпоночного паза выбираем цилиндрическую фрезу ![]() по ГОСТ 9140-78;
по ГОСТ 9140-78; ![]() ,
, ![]() .
.
Глубина фрезерования ![]() .
.
Число проходов: ![]()
Подача ![]() .
.
Скорость фрезерования:
![]()
где ![]() – диаметр отверстия;
– диаметр отверстия;
![]() – частота вращения фрезы.
– частота вращения фрезы.
Тогда скорость резания будет равна:
![]()
Частота вращения фрезы:
![]()
Принимаем ![]()
Окружная сила ![]() :
:
![]()
где
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() – показатели степени зависимости силы
– показатели степени зависимости силы ![]() от глубины резания
от глубины резания ![]() , от подачи
, от подачи ![]() , от ширины фрезерования
, от ширины фрезерования ![]() , от диаметра фрезы
, от диаметра фрезы ![]() , от частоты вращения
, от частоты вращения ![]() .
.
![]() – поправочный коэффициент на окружную силу и зависимости от типа фрезы и материала режущей части.
– поправочный коэффициент на окружную силу и зависимости от типа фрезы и материала режущей части.
![]() – поправочный коэффициент на качество обрабатываемого материала.
– поправочный коэффициент на качество обрабатываемого материала.
![]()
![]()
Тогда окружная сила будет равна:
![]()
Крутящий момент на шпинделе:
![]()
Мощность резания (эффективная):
![]()
Для фрезерования паза выбираем вертикально-фрезерный консольный станок 6Т104 (рис. 3):
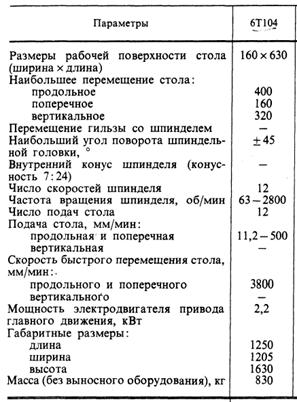
Рис. 3
Расчетная длина пути фрезы равна:
![]()
Тогда основное технологическое время будет равно:
![]()
Похожие работы
... , при легированных сталях — эмульсия и сурепное масло, при стальных отливках — эмульсия. При обработке серого чугуна охлаждение не применяется. 1.11 Измерения при черновом обтачивании Грубые измерения диаметров детали при черновом обтачивании наружных цилиндрических поверхностей производятся кронциркулем и линейкой. Простым кронциркулем (рис. 7, а), дужки которого соединены шарниром, можно ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев