Навигация
LCFS (Last - Come, First - Served) - последним вошел - первым обслужен. Первой выполняется работа, поступившая последней в подразделение
17595
знаков
0
таблиц
1
изображение
7. LCFS (Last - Come, First - Served) - последним вошел - первым обслужен. Первой выполняется работа, поступившая последней в подразделение.
Иногда используют различные комбинации функций предпочтения, но это требует многовариантного перебора. В результате отработки информации, полученной при выполнении на модели серии экспериментов каждый раз с новым правилом очередности, были выявлены законы распределения и другие оценки наиболее вероятных длительностей производственных циклов, ________________________
1 Donald W. Fogarty, Yohn H. Blackstone, Yr. And Thomas R. Hoffman. Production and Inventory management (Cincinnati: South - Western Publishing, 1991). P. 452 - 453.
опозданий в выполнении работ по сравнению с плановыми сроками, объемом незавершенного производства, простоев оборудования и т.д. Однако при проведении оптимизации метод не учитывает взаимного влияния моментов начала и окончания смежных операций на разных станках, что значительно снижает степень оптимальности полученного результата.
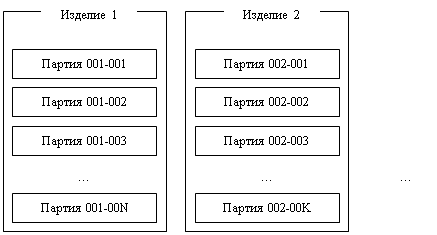
В условиях многопредметных автоматизированных производственных систем задача построения календарных графиков существенно усложняется. Решение задачи формирования графика производства деталей (парий деталей), имеющих произвольное число и очередность выполнения операций и запланированных к изготовлению на одном и том же технологическом оборудовании является комбинаторной задачей большой размерности.
В этих условиях наиболее удачным методом является аналитический метод, учитывающий взаимное влияние пооперационных трудоемкостей обработки деталей на совокупный цикл их обработки. Метод предполагает оптимизацию длительности совокупного цикла обработки партий (групп) деталей путем анализа и минимизации величин смещения. При этом суммарное время опережения запуска деталей в обработку на каждой технологически связанной паре рабочих мест дифференцируется на две составляющие, первая из которых учитывает несинхронность операций технологических процессов обработки деталей, а вторая - время обработки передаточных партий деталей.
В этом случае задача моделирования сводится к тому, чтобы время опережения начала и окончания обработки партий деталей каждого наименования на передающем и получающем детали рабочих местах обеспечивало непрерывную обработку партий деталей с максимальной параллельностью.
Длительность производственного цикла обработки партий деталей в рассматриваемой постановке решения задачи может быть определена по формуле
 (1)
(1)
где ![]() - номер рабочего места, начинающего процесс обработки деталей данной группы;
- номер рабочего места, начинающего процесс обработки деталей данной группы;
k - номер рабочего места, на котором заканчивается процесс обработки деталей данной группы;
m - количество групп деталей;
d - количество деталей в группе;
![]() - величина смещения на j-м рабочем месте, на котором начинается процесс обработки i-й партии деталей;
- величина смещения на j-м рабочем месте, на котором начинается процесс обработки i-й партии деталей;
![]() - величина смещения на j-м рабочем месте, на котором заканчивается процесс обработки i-й партии деталей;
- величина смещения на j-м рабочем месте, на котором заканчивается процесс обработки i-й партии деталей;
![]() - время обработки групп деталей на рабочем месте, завершающем процесс обработки, следующих за r-й группой;
- время обработки групп деталей на рабочем месте, завершающем процесс обработки, следующих за r-й группой;
![]() - время обработки деталей групп, предшествующих r-й группе деталей на рабочем месте, начинающем процесс обработки;
- время обработки деталей групп, предшествующих r-й группе деталей на рабочем месте, начинающем процесс обработки;
![]() - время обработки партий деталей, предшествующих i-й партии деталей на рабочем месте, начинающем процесс обработки;
- время обработки партий деталей, предшествующих i-й партии деталей на рабочем месте, начинающем процесс обработки;
![]() - время обработки партий деталей, обработка которых следует за обработкой партии деталей i-ro наименования на рабочем месте, завершающем процесс обработки.
- время обработки партий деталей, обработка которых следует за обработкой партии деталей i-ro наименования на рабочем месте, завершающем процесс обработки.
Поскольку время обработки передаточных партий от очередности их обработки не зависит, критерием оптимизации является:
![]()
В первую очередь следует запускать в обработку партию деталей, которая обеспечивает наименьшую составляющую в общем смещении. Метод предполагает проведение пошаговой оптимизации: на каждом шаге ищется ![]() для партий деталей, очередность которых еще не определена. Величина
для партий деталей, очередность которых еще не определена. Величина ![]() зависит от
зависит от ![]() , которое определяется как сумма положительных разностей (
, которое определяется как сумма положительных разностей (![]() ). Здесь
). Здесь ![]()
![]() - соответственно время обработки партии деталей на передающем и получающем рабочих местах связанной пары.
- соответственно время обработки партии деталей на передающем и получающем рабочих местах связанной пары.
Следует учитывать, что положительная разность (![]() ) времени обработки детали n-й очереди запуска компенсируется лишь тогда, когда модуль отрицательной разности времени обработки детали (n + 1)-й очереди равен или больше разности (
) времени обработки детали n-й очереди запуска компенсируется лишь тогда, когда модуль отрицательной разности времени обработки детали (n + 1)-й очереди равен или больше разности (![]() )детали n-й очереди запуска.
)детали n-й очереди запуска.
Таким образом, при определении любой n-й очереди запуска необходимо проводить анализ знака разности времени обработки всех оставшихся деталей на всех парах связанных рабочих мест. Связи, у которых эти разности имеют знак плюс, из дальнейшего анализа следует исключать. Это же относится к связям, у которых все разности имеют только отрицательные значения.
На основании анализа разностей (![]() ) на технологически связанных парах рабочих мест и учитывая то, что эти разности со знаком минус являются компенсаторами, т.е. способны «гасить» положительные разности (
) на технологически связанных парах рабочих мест и учитывая то, что эти разности со знаком минус являются компенсаторами, т.е. способны «гасить» положительные разности (![]() ) деталей следующей очереди обработки, можно сформулировать правила, позволяющие улучшить полученные результаты оптимизации.
) деталей следующей очереди обработки, можно сформулировать правила, позволяющие улучшить полученные результаты оптимизации.
1. Если при очередной итерации окажется несколько минимальных значений ![]() , то в первую очередь запускается деталь, у которой сумма отрицательных разностей (
, то в первую очередь запускается деталь, у которой сумма отрицательных разностей (![]() ) по модулю наибольшая, так как она имеет большее значение компенсаторов.
) по модулю наибольшая, так как она имеет большее значение компенсаторов.
2. Если при очередной итерации у i-й детали на данной связанной паре рабочих мест разность (![]() ) со знаком плюс по модулю больше суммы разностей (
) со знаком плюс по модулю больше суммы разностей (![]() ) со знаком минус, то в этом случае в значении найденной суммы
) со знаком минус, то в этом случае в значении найденной суммы ![]() следует учитывать только абсолютную величину суммы отрицательных разностей.
следует учитывать только абсолютную величину суммы отрицательных разностей.
3. Если при очередной итерации определения очередности запуска деталей в обработку оказывается, что i-я деталь имеет у всех связей только положительные разности (![]() ), то такую деталь следует запускать в последнюю очередь, так как у этой детали нет компенсаторов.
), то такую деталь следует запускать в последнюю очередь, так как у этой детали нет компенсаторов.
Исследование большого объема статистических данных автоматизированного решения задачи показывает, что использование приведенных правил, улучшающих алгоритм поиска оптимальной очередности запуска деталей в обработку, приводит к уменьшению длительности производственного цикла на 40-50 %.
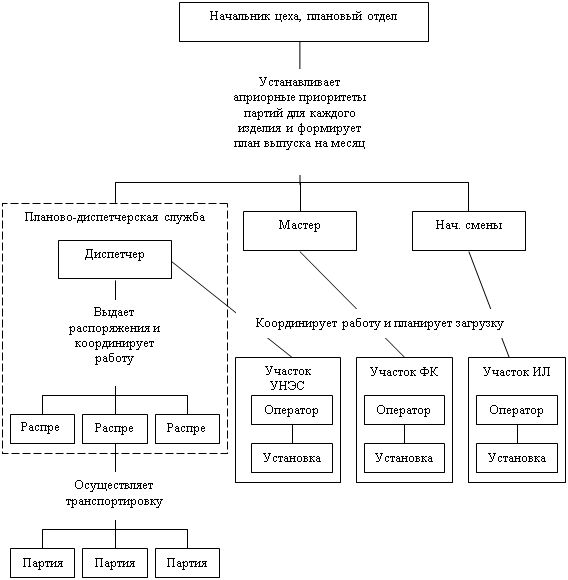
Результатом моделирования является формирование календарного расписания рабочих мест производственной системы, в котором учитывается информация о затратах времени на наладку и переналадку оборудования, принятый размер партии запуска и время смещений запуска деталей в обработку относительно первого рабочего места системы.
Для оптимизации размера партий, запускаемых в обработку деталей, может быть предложена следующая формула:
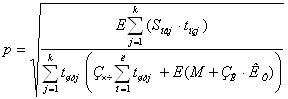 , (2)
, (2)
где р - размер партии запуска деталей в обработку, компл.;
Е - коэффициент эффективности капиталовложений;
Sобj - стоимость оборудования j-ro наименования, р.;
tпз - подготовительно-заключительное время по каждому j-му виду оборудования на весь комплект обрабатываемых на нем деталей, ч.;
k - количество единиц оборудования производственной системы, шт.;
tштj - штучное время обработки всего комплекта деталей на данном j-м оборудовании, ч./компл.;
М - затраты материалов (заготовок) на комплект деталей, р./компл.;
Зк - заработная плата рабочих за изготовление комплекта деталей, обрабатываемых производственной системой, р./компл.;
КТ - коэффициент технической готовности незавершенного производства;
Зч - среднечасовая зарплата рабочих, р./ч.
Литература
1. Михайлова Л.В., Парамонов Ф.И., Чудин А.В. Формирование и оперативное управление производственными системами на базе поточно-группового производства в автоматизированном режиме. М.: ИТЦ МАТИ, 2002.- 60 с.
Похожие работы
... на дипломное проектирование. Необходимо разработать программу регистрации процеса производства партий полупроводниковых пластин для использования в автоматизированной системе управления. Программа должна обеспечивать контроль и регистрацию производственного процесса производства партий пластин. Вести учет за прохождением партий полупроводниковых пластин по технологическому маршруту. Разработку ...
елей эффективности от внедрения мероприятий. 1. Разработка модели процесса настилания тканей Характеристика процесса настилания Содержание операции настилания заключается в том, что на настилочный стол укладывают полотна определенной, заранее заданной длины. Настилы выполняют в соответствии с картами расчета кусков ткани по графику, составленному на основании производственной программы ...
... и их преподавателями в ВУЗе. 2.1 Программа исследования. Цель исследования: Выявить и проанализировать возможные расхождения в представлениях об основных составляющих профессии психолога-менеджера между студентами и педагогическим составом факультета психологии для оптимизации педагогического процесса. Задачи эмпирического исследования: Выдвинуть гипотезы относительно возможных расхождений в ...
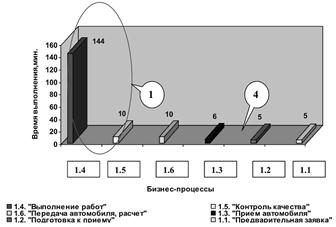
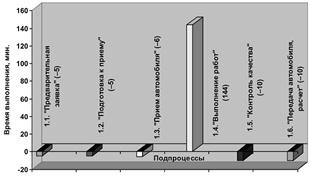
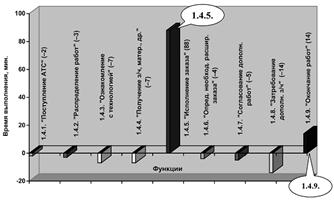
... " Менеджер по продажам Кладовщик, кассир Определение показателей процессов производилось с учетом характерных особенностей деятельности предприятий автосервиса. Время - главный продукт, продаваемый компанией автосервиса, поэтому основное внимание при совершенствовании и оптимизации бизнес-процессов уделяется временным параметрам и показателям. Анализ диаграммы Парето (рис. 1), отражающей ...
0 комментариев