Навигация
Печь для тепловых испытаний валов
27410
знаков
1
таблица
2
изображения
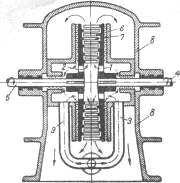
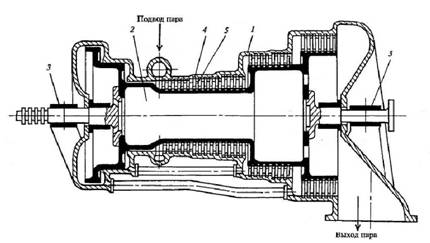
4. печь для тепловых испытаний валов.
Используется для нагрева ротора под автоматическую сварку под флюсом. Лучше всего ее использовать для снятия внутренних напряжений после окончания всех сварочных операций.
5. источник питания.
Аргонодуговую сварку необходимо вести на постоянном токе прямой полярности. Для сварки данного изделия можно использовать универсальный сварочный выпрямитель ВДУ-505УЗ.Универсальные сварочные выпрямители ВДУ имеют 2 вида внешних характеристик – полого- и крутопадающие. ВДУ-505 выполнен на тиристорах по 2ой трехфазнойсхеме выпрямления с уравнительным дросселем. Обеспечивает высокий уровень стабилизации напряжения и тока, дистанционное регулирование, простой переход с одного вида внешних характеристик на другой.
Основные характеристики ВДУ-505УЗ.
- Номинальный сварочный ток 500А.
- Номинальное напряжение 46В.
- Пределы регулирования тока 50-500А.
- КПД 82%.
- Первичная мощность 40Ква.
- Габариты 790х670х880мм.
- Масса 300кг.
- Климатическое исполнение: умеренный пояс и возможность работы в неотапливаемом помещении.
7. Расчет и выбор параметров режима сварки.
Режим сварки – совокупность основных характеристик сварочного процесса, обеспечивающего получение сварочных швов заданных размеров, форм и качества. При дуговой сварке такими характеристиками являются сварочный ток, напряжение на дуге, диаметр электрода, скорость перемещения электрода вдоль свариваемых кромок (скорость сварки), род тока, полярность и др.
Для ручной дуговой сварки:
Для аргонодуговой сварки:
Для автоматической сварки под слоем флюса:
Ток постоянный обратной полярности.
8. Выбор метода контроля качества.
1. Визуальный (внешний) осмотр.
Является обязательным при контроле качества. Внешний осмотр выявляет несоответствие шва требуемым геометрическим размерам: наплывы, подрезы, свищи, поры и др. Не допускается уменьшение фактических размеров по сравнению с заданными (номинальными) размерами.
При операционном контроле применяют проверку с помощью измерительных инструментов и шаблонов в соответствии с чертежами и ГОСТом подготавливаемых кромок и собранных под сварку деталей и конструкций. А по показателям приборов (амперметр, вольтметр и др.) контролируют режим сварки и его соответствие заданных технологией и порядку наложения швов.
2. Рентгенография.
Если к контролю качества сварного соединения предъявляются наивысшие требования по чувствительности, то применяют рентгенографический метод контроля.
Выявляемые дефекты:
- трещины продольные и поперечные в наплавленном и основном металле, направление которых совпадает с направлением просвечивания в диапазоне углов от 0 до 120;
- непровары сплошные и по кромкам шва;
- вольфрамовые и шлаковые включения;
- поры;
- подрезы;
- проплавы;
- прожоги.
3. Ультразвуковая дефектоскопия;
4. Капиллярная дефектоскопия.
Для обнаружения внутренних дефектов, выходящих на поверхность.
9. Проектирование технологической оснастки.
При аргонодуговой сварке задней и передней частей ротора используют приставки, распорки, подставки для совмещения частей ротора.
Для удовлетворительного совмещения частей ротора необходимо обеспечить максимальное усилие зажатия 20 тонн. Это усилие обеспечивается на токарно-винторезном станке Siu-160. Его основные характеристики:
- грузоподъемность 0,5-4 т;
- сжимающее усилие 20-25 т;
- частота вращения 10-1000 об/мин;
-вращение ротора осуществляется со скоростью сварки 9м/ч.
Задняя часть ротора вставляется в четырехкулачковый патрон.
При автоматической сварке под слоем флюса для вращения ротора используется специальный вращатель. Здесь задняя часть ротора вставляется в планшайбу вращателя. При этом обеспечивается вращение ротора со скоростью сварки 18-20 м/ч. Это вращение осуществляется благодаря электродвигателю 132S8/120 и червячному редуктору.
Планшайба – это приспособление в виде фланца, устанавливаемое на различных станках для закрепления деталей и передачи им вращения.
При аргонодуговой сварки и автоматической сварки под слоем флюса используют люнеты.
Люнеты – это приспособление к металлорежущему станку, служащие добавочной опорой для вращения обрабатываемых длинных заготовок.
Люнет уменьшает прогиб заготовок от ее веса, повышает виброустойчивость.
Для аргонодуговой сварки применяют обычные люнеты – основной и дополнительный. Для автоматической сварки под слоем флюса применяют люнеты для тепловой обработки, так как в процессе сварки ротор подогревается в печи, чтобы уменьшит образование трещины.
При транспортировке ротора используют мостовой кран – подъемный кран, предназначенный для подъема, опускания и горизонтального перемещения различных грузов. Состоит из мостовой фермы, передвигающейся по рельсам, и грузовой тележки, перемещающейся вдоль фермы.
10. Список литературы
1. Сварка в машиностроении. Справочник Т.1-3, под ред. Винокурова В.А., М., «Машиностроение», 1979г.
2. Сварка и свариваемые материалы. Справочник, Т.1-2, под ред. Проф. Макарова Э.Л., М., «Металлургия», 1991г.
3. Технология производства сварных конструкций. Баранов М.С., М., «Машиностроение», 1976г.
4. Механизация и автоматизация сварочного производства. Гитлевич А.Д., Этингоф Л.А., М., «Машиностроение», 1979г.
5. Теория сварочных процессов. Петров Г.Л., Тумарев А.С., М., «Высшая школа», 1977г.
Похожие работы


... до последнего времени была ориентирована на докритическое давление p0=16,3 – 18 МПа. За рубежом на паросиловых тепловых электростанциях редко встречается столь глубокий расчетный вакуум, как на наших ТЭС – при tохл.в=12 0С, хотя это существенно усложняет создание мощных турбин. Только в странах бывшего СССР длительное время эксплуатировались быстроходные пятицилиндровые турбины насыщенного пара ...

... в минуту, эффективность (к.п.д.) 26.2 %. при весе пять тонн. Это намного превосходило существующие двигатели Отто с к.п.д. 20 % и судовые паровые турбины с к.п.д. 12 %, что вызвало немедленный интерес промышленности. Существенным недостатком первых дизелей являлась невозможность реверсирования (изменения направления вращения), затруднявшая их использование на водном транспорте. Первый судовой ...
ы является ознакомление с многообразием паровых турбин. Все многообразие современных паровых турбин можно классифицировать по 8 основным признакам: 1. По использованию в промышленности; 2. По числу ступеней; 3. По направлению потока пара; 4. По числу корпусов (цилиндров); 5. По принципу парораспределения; 6. По принципу действий пара; 7. По характеру теплового процесса; 8. По параметрам свежего ...
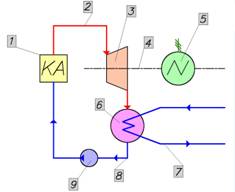
... сетевой воды в установках с подогревателями. Предельно допустимая температура свежего пара лимитируется качеством металлов, применяемых в турбостроении, их стоимостью и технологией обработки. Заключение Таким образом, в реферате описаны основные области применения и некоторые принципы конструирования современных конденсационных паровых турбин. Представлена принципиальная схема конденсаци
0 комментариев