Общие принципы переработки сырого бензола
Специальная часть
Обоснование выбора технологической схемы для очистки сырого бензола
Технологический режим очистки сырого бензола
КИП и автоматизация очистки
Основные вредности в цехе ректификации сырого бензола и мероприятия по защите от них
Расчет размеров сероуглеродной колонны
Навигация
Обоснование выбора технологической схемы для очистки сырого бензола
Переработка и очистка сырого бензола
50124
знака
5
таблиц
0
изображений
2.2 Обоснование выбора технологической схемы для очистки сырого бензола
Наиболее перспективным методом очистки бензола является каталитическая гидроочистка, позволяющая на ряду с глубокой очисткой от сернистых и непредельных соединений, достичь глубокого удаления насыщенных углеводородов.
Сущность процесса каталитической гидроочистки заключается в обработке паров фракции сырого бензола водородом или водородосодержащим газом над катализатором при соответствующих температур, давления и объемной скорости сырья с получением бензола и его гомологов и полного гидрирования содержащихся примесей.
Схема процесса каталитической гидроочистки, состоит из 4-х стадий:
- подогрев и испарение сырья (фракции БТК);
- каталитическая гидроочистка;
- отделение газа и подготовка полученного рафината;
- ректификация рафината с получением конечных продуктов.
При гидрировании под давлением, процесс осуществляется в газовой фазе над катализатором, поэтому необходимо полностью перевести очищаемые продукты в парообразное состояние и отделить их от неиспаряемого остатка. Полученные пары фракции смешиваются с чистым водородом или с коксовым газом (около 57-60% водорода) и подвергаются каталитической гидроочистки.
При получение бензола высокой степени чистоты определяющими, является реакции гидрообессеривание, особенно гидрогенолиз (разрушение) наиболее термически стабильного соединения тиофена. В промышленности широко распространен алюмокобальтмолибденовый катализатор.
Основными факторами, определяющими процесс, является тип катализатора, температура, давление водорода и объемная скорость сырья.
Важной особенностью каталитических методов, является исключение образования неутилизирующих отходов производства и следовательно, повышение выходов и чистоты товарных продуктов.
Химизм процесса гидроочистки заключается в том, что серосодержащие примеси гидрируется с образованием соответствующих углеводородов и сероводорода. Из всех сернистых соединений, содержащихся в сыром бензоле, наиболее устойчивым при гидрировании, а также при термической обработке является тиофен, который не разлагается даже при 800ºC. Однако в присутствии водорода и соответствующих катализаторов, при наличии необходимого давления разложения тиофена происходит сравнительно полно.
Азотосодержащие вещества при гидрировании дают аммиак и углеводороды, кислородосодержащие соединения – воду и углеводороды.
Процесс каталитической гидроочистки может осуществляться по среднетемпературной схеме и по схеме высокотемпературной очистки.
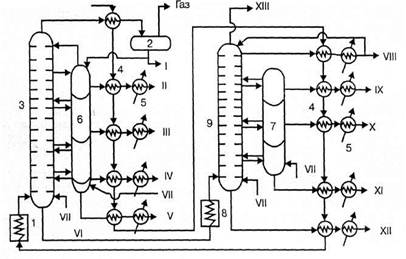
2.3 Описание технологической схемы выбранной для проекта
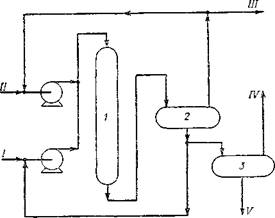
Фракция БТКС, насосом высокого давления подается на испарительную установку, представляющую собой систему каскадов, в которых последовательно происходит повышение температуры и испарение фракции. Испарение фракции производится непосредственно в поток циркуляционного газа при большей скорости последнего, чтобы предупредить отложение полимеров на поверхности греющей аппаратуры.
После последней секции каскада производится выпуск полимеров в виде 12-15%-ного раствора неиспарившейся фракции БТКС. Раствор полимеров перегоняется для получения дистиллята, который передается в исходную фракцию. Побочным продуктом является полимерная смола.
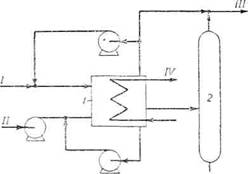
Температура парогазовой смеси после испарения 170-190ºC и давление 4,0-4,5 МПа (40-45 атм.). после каскада парогазовая смесь направляется в теплообменник, где нагревается циркуляционным газом до 200-230ºC и поступает в форконтактный аппарат. В последнем в присутствии алюмомолибденокобальтового катализатора осуществляется гидростабилизация (форконтактная очистка), при которой протекает процессы насыщения нестабильных непредельных соединений (стирола, индена и др.) в устойчивые насыщенные соединения, гидрогенолиз сероуглерода с образованием метана и сероводорода. В форконтактном аппарате происходит повышение температуры на 15-20ºC за счет экзотермичных реакций гидрирования непредельных соединений.
Гидрогенолиз тиофена, а также гидрирование ароматических углеводородов при температурах форгидрирования не происходит.
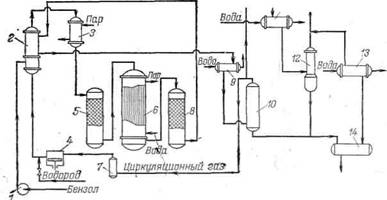
Из форконтактного аппарата, парогазовая смесь поступает в трубчатую печь, где нагревается до 340-360ºC. Обогрев печи производят коксовым газом. Из печи парогазовая смесь поступает в реакторный блок, состоящий из 2-х реакторов (контактных аппаратов), имеющих алюмомолибденокобальтовый катализатор. В первом происходит гидрогенолиз (разрушение) основной массы тиофена и в незначительной степени гидрируются ароматические углеводороды. Температура повышается на 15ºC. После первого реактора в систему вводится свежий коксовый газ с температурой 200-220ºC, что позволяет на 15-20ºC повысить температуру перед вторым реактором. Коксовый газ предварительно очищается от сероводорода, оксидов азота и осушается. Газ также освобождается от бензольных углеводородов и легких компонентов головной фракции.
Во втором реакторе происходит гидрогенолиз оставшегося тиофена, в незначительной степени гидрирование бензольных углеводородов. А также гидрирование компонентов введенного коксового газа. Благодаря экзотермичности реакций температура поднимается на 15-20ºC. Повышение температуры в пределах 340-400ºC приводит к более глубокому гидрогенолизу тиофена и одновременному росту содержания насыщенных соединений (циклогексана и метилциклогексана), в результате развития процессов гидрирования.
Снижение активности катализатора производится по содержанию тиофена в рафинате. При содержание водорода в коксовом газе 58-60% содержание его в циркулирующим газе обычно поддерживают на уровне 48-50%.
В первом реакторе гидрогенолизу обычно подвергается 97-98% исходного тиофена, во втором достигается необходимая степень очистки.
При содержание тиофена в исходном сырье 1,0-1,4% после второго реактора оно составляет до 0,0004-0,0006%, содержание n-гептана сохраняется на том же уровне, что и в сырье, а содержание циклогексана и метилциклогексана возрастает.
После второго ректора парогазовая смесь с температурой 360-370ºC поступает в теплообменник, отдает тепло циркулирующему газу и охлаждается до 240-250ºC. С этой температурой она поступает в теплообменники каскадов испарителя, где охлаждается до 120-130ºC, отдавая тепло фракции БТКС.
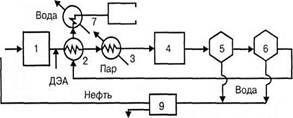
После теплообменников каскада испарения парогазовая смесь поступает в холодильник, охлаждается до 25-35ºC и поступает в сепаратор высокого давления. В последнем при давлении 3,3-3,6 МПа (33-83 атм.) происходит выделение циркуляционного газа, а конденсат с растворенными газами поступает в сепаратор низкого давления (0,2-0,3 МПа или 2-3 атм.). Рафинат поступает в подогреватель и стабилизационную колонну, в которой происходит выделение остаточного количества газов, а также сероводорода и аммиака.
Рафинат после стабилизационной колонны, поступает в холодильник и попадает в промыватели щелочи, и затем в хранилище, откуда направляется на ректификацию. Циркуляционный газ после сепаратора высокого давления, при помощи компрессора подается в систему.
Энергетические затраты процесса гидроочистки на 1 т сырья (фракции БТКС) составляют: 90-120 кВт·ч электроэнергии;
- 1,89-2,52 МДж (0,45-0,60 Мкал) – пара; 1,5
- 1,5 м3воды.
Выход рафината составляет 98% от исходного сырья.
Процесс гидроочистки отличается большим выходом и сравнительно высоким качеством продуктов, что позволяет компенсировать увеличенные капитальные затраты и расходы по переделу.
Похожие работы
... качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для ...
... отношении, вполне доступные для понимания учащимися и самые типичные, наиболее ярко отражающие использование химических теорий и закономерностей в практической жизни. Учебной программой средней школы предусмотрено изучение только некоторых производств. В органической химии изучается более подробно: Переработка нефти. Переработка природного газа Коксование углей. Производство уксусной ...
... процесса имеют эффективный контроль за температурой реакции и использование выделяющейся теплоты. 1.3.1 Процесс, разработанный Французским институтом нефти Назначение — производство циклогексана высокой чистоты каталитическим гидрированием бензола. Процесс протекает в две стадии. На первой из них осуществляется гидрирование основной части бензола на суспендированном непирофорном никеле Ренея, ...

... переработки нефти. Расходные коэффициенты для таких установок составляют: пар 49 кг, вода 4,1 м3, электроэнергия 37,5-103 кДж, жидкое топливо 33,4 т на 1 т перерабатываемой нефти. 1.6 Крекинг нефтепродуктов 1.6.1 Виды крекинг-процесса Крекингом называется вторичный процесс переработки нефтепродуктов, проводимый с целью повышения общего выхода бензина. Применение вторичных процессов в ...
0 комментариев