Общие принципы переработки сырого бензола
Специальная часть
Обоснование выбора технологической схемы для очистки сырого бензола
Технологический режим очистки сырого бензола
КИП и автоматизация очистки
Основные вредности в цехе ректификации сырого бензола и мероприятия по защите от них
Расчет размеров сероуглеродной колонны
Навигация
Расчет размеров сероуглеродной колонны
Переработка и очистка сырого бензола
50124
знака
5
таблиц
0
изображений
4.2 Расчет размеров сероуглеродной колонны
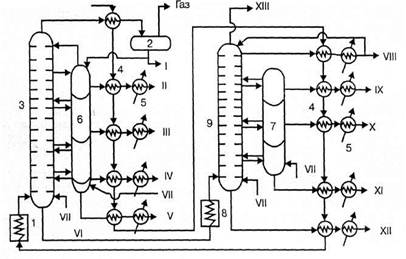
Расчет цеха ректификации сырого бензола
Годовая производительность цеха по сырому бензолу с отгоном до 180ºС – 50000 т/г.
Собственного бензола из отделения дистилляции бензола 29298,7 т/г:
Привозного бензола 50000-29298,7=20701,3 т/г
Годовая производительность по легкому сырому бензолу до 150ºС-97%:
Gл.б.=50000·0,97=48500 т/г
Число рабочих дней в году 330
Часовая производительность отделения:
![]() или
или ![]() м3/ч.
м3/ч.
Второго бензола:
Gт/б=![]() т/г.
т/г.
Агрегат для отбора головной фракции сероуглеродной колонны.
Поступает в колонну 6124 кг/ч. Отбирается головной фракции – 3%. Потери на агрегате принимаем 1%.
Обирается головной фракции
6124·0,03=183,72 кг/ч
- потерь 6124·0,01=61,24 кг/ч
Фракции БТКС
Отношение рефлюкса к сырью принимается 0,7.
Количество подаваемого рефлюкса:
Gр=6124·0,7=4286,8 кг/ч
Объем паров на верху колонны при t=60ºC:
![]() м3/ч
м3/ч
Принимаем скорость паров в свободном сечении ϑ – 0,6 м/с:
- тогда
 ;
;
![]() .
.
Устанавливается колонна диаметром 1200мм и числом тарелок 35. расстояния между тарелками 600мм. Нижняя колонна используется как сборник фракции БТКС. Емкость сборника 4,85м3 время пребывания продукта:
τ=![]()
Подогреватели колонны.
Подогреватели рассчитываются из условий работы на холодном сырье, т.е. когда подогреватель остановлен на чистку.
Тепловой баланс колонны.
- сырьем вносится тепло, при t=25ºC
Q1=Gб/у·Сб/у·t
Q1=6124·1,86·25=288746,6 кДж/ч
- рефлюксом при t=30 ºC
Q2=Gp·Cp·t
Q2=4286,8·1,886·30=242547,2 кДж/ч
Всего Qприх.=531293,8 кДж/ч
Расчет тепла.
- уходит с парами:
![]() 1
1![]() кДж/ч
кДж/ч
- уносится остатком при t=91 ºC:
Q2=8230,08·1,886·91=1412495 кДж/ч
- потери тепла в окружающее пространство:
Q3’=F·α·Δtср.
Поверхность сероуглеродной колонны - F1=110м2;
Поверхность одного подогревателя - F2=5,6м2;
Поверхность агрегата:
F=110+2·5,6=121,2м2
Средняя разность температур, применяют для зимнего периода:
Δtср.=![]() ºC
ºC
По опытным данным, тепловые потери в колонне составил:
α1=59,92 кДж/м2·град.
Q3=121,2·59,92·97,5=708075 кДж/ч
Qобщ=5124464 кДж/ч
Необходимо сообщить тепла греющим паром:
Qпара=5124464-531293,8=4593171 кДж/ч
Теплосодержание пара поступающего в подогреватели:
P=490,5кПа
t=200ºC, 2798,08 кДж/кг;
Теплосодержание конденсата при 120 ºC, 504,06 кДж/кг.
Полезное тепло, отдаваемое паром, будет:
Q=2798,08-504,06=2294,02 кДж/ч.
Расход пара составляет:
Gпара=![]() кг/ч
кг/ч
Средняя разность температур, считая от температуры конденсации пара t-158,1 ºC.
158,1 158,1
95 95 = 65,1 ºC.
63,1 67,1
Коэффициент теплопередачи, принимаем равным 2095 кДж/м2·град.
Необходимая поверхность подогревателей:
F=![]() м2
м2
Учитывая необходимость частой чистки подогревателей, устанавливается 2-а подогревателя – 23м2, - 530мм, - 3455мм.
Подогреватель сырья.
Подогреватель рассчитывается на нагрев сырья до 90 ºC, и испарения его на 50%.
Расход тепла в подогревателе:
Qрасх=8573·1,886·(90-25)+360,34·0,5=2595561 кДж/ч
Расход пара:
Gпара=![]() кг/ч
кг/ч
Средняя разность температур:
![]() 158,1158,1
158,1158,1
![]() 90__ 25___
90__ 25___
68,1133,1
Δtср= º
º
Коэффициент теплопередачи – K=1676 кДж/м2·град.
Тогда необходимая поверхность подогревателя:
F=![]()
F=![]() м2
м2
Принимаем подогреватель сырья – 16,7м2, - 325мм, - 5982мм.
Конденсатор-холодильник.
Количество отнимаемого тепла:
Q=(4286,8+342,92)·360,34+1,886·(60-28)=1668333,6 кДж/ч
Расход охлаждающей воды учитывая 3% тепловых потерь составит:
Vводы=![]() м3/ч
м3/ч
Средняя разность температур:
![]() 28
28
![]() _40__ _25__
_40__ _25__
20 3
Δtср= ºC.
ºC.
Коэффициент теплопередачи – 1467 кДж/м2·град.
Необходимая поверхность конденсатора:
F=![]()
F=![]() м2
м2
Принимается конденсатор-холодильник – 220м2.
Сепаратор.
В сепаратор поступает:
V=![]() м3/ч.
м3/ч.
Устанавливается сепаратор d-800мм, - 4100мм, - ϑ-1,8м3.
Время отстаивания будет:
![]() что достаточно.
что достаточно.
Холодильник остатка.
В холодильнике остатка необходимо отнять тепла:
Q=GБТКС·СБТКС·t;
Q=8230,08·1,886·(91-30)=946838 кДж/ч.
Тепловые потери холодильника по опытным данным составляют:
![]() 2·град.
2·град.
Наружная поверхность одной секции холодильника – 18,2м2.
Средняя разность температур в летнее время:
![]() º.
º.
Тепловые потери холодильника при 3-х работающих секциях:
Q=F·![]() ·
·![]() t·3;
t·3;
Q=18,2·41,9·35,5·3=81215 кДж/ч.
Расход воды:
Тепло отнимаемое водой:
Qводы=![]() м3/ч.
м3/ч.
Средняя разность температур:
 ºC.
ºC.
Коэффициент теплопередачи принимаем: К=1467 кДж/м2·град.
Необходимая поверхность холодильника:
F=![]() 2.
2.
Устанавливается холодильник из 3-х секций, по 10,5м2, резервной секции всего 4 секции. Скорость движения фракции при параллельном включении будет:
![]()
![]()
Где 0,0026 – площадь сечения одной трубы в м2.
Мойка фракции БТКС.
В моечном отделении поступает:
- фракции БТКС – 8230,08 кг/ч.
Погоны общего, второго бензола в количестве 10%:
GБТКС=![]()
Всего в моечном отделении поступает – 8230,08+63,13=8293,21 кг, или
V=![]() м3/ч.
м3/ч.
Принимаем расход кислоты 5,5% от сырого бензола:
GH2SO4=![]()
Принимаем расход щелочи 0,3% от сырого бензола:
GNaOH=![]()
В пересчете с 92%-ой щелочи на 40%, расход щелочи будет:
GNaOH=![]()
В пересчете на 12% щелочи:
GNaOH=![]()
Выход регенерированной серной кислоты принимается 75%, от расхода кислоты. Концентрация регенерированной серной кислоты 45%.
Количество регенерированной серной кислоты:
Gp·NaOH=![]() или V=
или V=![]() м3/сутки.
м3/сутки.
Смесители.
В кислотной смеситель поступает фракции БТКС – 9,5м3/ч,
- кислоты: V=![]() м3/ч.
м3/ч.
Время контакта в смесители принимается 2 мин.
Необходимая емкость смесителя:
V=![]() 3.
3.
Устанавливается 2 рабочих смесителя, и 1 резервный, емкостью 0,25м3.смесители оборудованы пропеллерными мешками с числом оборотов 930об/мин.
Паровые смесители для регенерации кислоты.
Регенерация проводится в четырех шарах. Время контакта с водой принимается, 10 сек. считая по продукту.
- объем, пара будет:
V=![]() 3;
3;
- диаметр шара:
D=![]() .
.
Скорость продукта в переходных патрубках принимается:
![]()
Диаметр переходных трубок будет:
D=![]()
Принимается диаметр патрубка 38мм. Шары чугунные, эмалированные.
Шаровые смесители для нейтрализации фракции.
Нейтрализация производится в 4 шарах. Время контакта при нейтрализации принимается, также 10 сек., считая по продукту.
Устанавливается шары d=0,2м. скорость продукта в переходных патрубках принимается – 1,8 м/с.
Диаметр переходных патрубков будет:
D=![]()
Принимается диаметр патрубка 44мм. Шары чугунные, эмалированные.
Отстойники.
Для фракции БТКС и регенерированной серной кислоты, время отстоя принимается 1 час. Устанавливается отстойник d-1800мм, h-в месте с конической частью 4400мм. Емкость V-7м3, отстойник футерованный.
Для регенерации кислоты, время отстоя принимается 32 часа. Устанавливается отстойник d-2200мм, h-5300мм. Емкость, V-15м3. отстойник футерованный.
Для кислой смолки.
Емкость, V-3,9м3, d-2200мм, h-1200мм с коническим днищем. Время отстаивания 1 сутки.
Для фракции БТКС и щелочи.
Время отстоя принимается 2 часа. Устанавливается отстойник, d-1600мм, h-7200мм, емкость, V-14м3.
Куб для отпарки кислой смолки.
Выход кислой смолки принимается 2% от бензола до 180ºC:
Gк.см.=![]()
Количество отработанной щелочи 3,5т/сут.
Устанавливается куб для отпарки емкостью 10м3, рассчитанный на производстве 1-2 операции отпарки в сутки. Запас емкости в кубе предусматривается возможность подачи воды и вспенивания при процессе отпарки.
Конденсатор к кубу.
Содержание бензола в смоле и щелочи может достигать 30%.
Время отпарки острым паром принимается 4 часа. Для этих условий устанавливается конденсатор, поверхность контакта 42м2 с сепаратором.
Отпарка мытой фракции БТКС.
При условии потерь на мойке 2%, отказной агрегат будет поступать 8293,21 кг/ч БТКС.
- тогда G=8293,21·0,98=8127,34 кг/ч.
Количество и примерный состав поступающего на отпарку мытого сырого бензола с отгоном до 160ºC.
Литература
1 Коляндр Л.Я «Улавливание и переработка химических продуктов коксования» М. Металургиздат 1961 с.468
2 Фурмер И.Э, Общая химическая технология: - М: – 1977 с.334
3 Лейбович Р.Е Технология коксохимического производства: - М: Металлургия 1982 с.359
Похожие работы
... качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для ...
... отношении, вполне доступные для понимания учащимися и самые типичные, наиболее ярко отражающие использование химических теорий и закономерностей в практической жизни. Учебной программой средней школы предусмотрено изучение только некоторых производств. В органической химии изучается более подробно: Переработка нефти. Переработка природного газа Коксование углей. Производство уксусной ...
... процесса имеют эффективный контроль за температурой реакции и использование выделяющейся теплоты. 1.3.1 Процесс, разработанный Французским институтом нефти Назначение — производство циклогексана высокой чистоты каталитическим гидрированием бензола. Процесс протекает в две стадии. На первой из них осуществляется гидрирование основной части бензола на суспендированном непирофорном никеле Ренея, ...

... переработки нефти. Расходные коэффициенты для таких установок составляют: пар 49 кг, вода 4,1 м3, электроэнергия 37,5-103 кДж, жидкое топливо 33,4 т на 1 т перерабатываемой нефти. 1.6 Крекинг нефтепродуктов 1.6.1 Виды крекинг-процесса Крекингом называется вторичный процесс переработки нефтепродуктов, проводимый с целью повышения общего выхода бензина. Применение вторичных процессов в ...
0 комментариев