Навигация
Получение термомеханической древесной массы
28456
знаков
1
таблица
0
изображений
Министерство науки и образования Украины
Национальный техничкский Университет Украины
Киевский политехнический институт
Кафедра Экологии и технологии растительных полимеров
Курсовая работа
Получение термомеханической древесной массы
Исполнитель:
студент гр. ЗЛЦ-61, ИХФ
Андрущенко М.Н.
Руководитель:
Козырев Я.А.
Киев - 2010
Аннотация
В данной курсовой работе будет рассмотрено получение ДДМ из березы для типографической бумаги. Составлена технологическая схема, подобрано соответствующее оборудование, рассчитано удельный расход древесины.
План
Введение
1. Современное состояние и перспективы развития производства дефибрерной древесной массы
2. Что такое Древесная масса
3. Методы производства древесной массы. Производство дефибрерной древесной массы
4. Свойства древесной массы
5. Процесс дефибрирования
6. Усовершенствованные способы дефибрирования
ВВЕДЕНИЕ
Комплексное и рациональное использование древесного сырья, интенсификация процессов его переработки, повышение качества и объема выпускаемых полуфабрикатов, бумаги и картона — важнейшие задачи, стоящие в настоящее время перед целлюлозно-бумажной промышленностью. Развитие технологии и увеличение объемов производства волокнистых полуфабрикатов высокого выхода (ВПВВ) — различных видов механической (древесной) массы, а также расширение ассортимента бумаги и картона, содержащих в композиции ВПВВ являются возможными путями решения указанных задач.
В настоящее время в мире производится несколько различных видов механической (древесной) массы: дефибрерная древесная масса (ДДМ), дефибрерная древесная масса, полученная под давлением (ДМД), термомеханическая, химико-термомеханическая и химико-механическая масса (ТММ/ХТММ/ХММ).
ДДМ — первый волокнистый полуфабрикат, применяемый для изготовления бумаги, промышленное производство которого осуществляется с 1857г. ДДМ получается истиранием балансов на дефибрерных камнях цепных, прессовых и других типов дефибреров.
До 60-х годов XX века ДДМ являлась единственным видом механической (древесной) массы.
За прошедшие годы технология ДДМ существенно усовершенствована, применяются новые типы высокопроизводительных дефибреров, получили развитие современные методы дефибрирования, сортирования, очистки, переработки отходов сортирования и т.д.
В 60-70-х годах были разработаны и получили промышленное применение новые способы производства механической массы из щепы: (ТММ/ХТММ/ХММ). Размол щепы при получении данных ВПВВ осуществляется на дисковых мельницах (рафинерах) после термогидролитической (ТММ), химико-термогидролитической (ХТММ) и химико-механической (ХММ).
Описание технологии ТММ, ХТММ и ХММ будет представлено во втором томе данной монографии.
Наряду с разработкой технологии механической массы из щепы (ТММ/ХТММ/ХММ) в конце 70-х годов фирмой Tampella (Финляндия) был разработан новый метод производства дефибрерной массы под давлением (ДМД), позволяющий получать полуфабрикаты по свойствам и показателям механической прочности, приближающиеся к (ТММ/ХТММ/ХММ), а по оптическим свойствам (белизне, непрозрачности) их превосходящие. При этом удельный расход энергии (УРЭ) на производство ДМД значительно ниже, чем на производство механической массы из щепы.
Высокий выход, отличные печатные свойства, относительно высокие показатели механической прочности делают ДМД незаменимым полуфабрикатом для использования в композиции различных видов бумаги для печати.
Весной 1992г. фирма Tampella Papertech переведена в одну из групп фирмы Valmet. Фирма Valmet продолжает исследования и разработки новейших технологий и совершенствование оборудования для производства различных видов ДМД.
1. Современное состояние и перспективы развития производства дефибрерной древесной массы
Производство волокнистых полуфабрикатов высокого выхода составляет около 25% объема производства волокнистых полуфабрикатов.
Ежегодное увеличение объема производства целлюлозы в мире составляет 2,5%, в то время, как ежегодный объем производства механической (древесной) массы в течение последних лет возрастает в среднем на 10% /1/.
При этом следует учитывать, что ряд древесно-массных заводов, производящих традиционную ДДМ, имеющих морально и физически устаревшее оборудование, либо закрывается, либо реконструируется с целью производства полуфабрикатов более высокого качества.
При наметившейся тенденции к сокращению производства ДДМ, данный полуфабрикат до настоящего времени составляет около 10% объема производства всех волокнистых полуфабрикатов, и занимает второе место по объему производства среди всех ВПВВ, к тому же около 600 тыс. т в год ДДМ производится в виде товарного полуфабриката /2/.
Проводимые в последние годы усовершенствования технологии и использование новейшего оборудования значительно улучшили качество ДДМ, что позволяет данному полуфабрикату конкурировать с механической (древесной) массой, изготовленной из щепы на дисковых мельницах.
Улучшению качества ДДМ способствовали применение новых высокопроизводительных дефибреров, развитие современных методов дефибрирования и отбелки.
С точки зрения печатных и оптических свойств современная ДДМ — лучший волокнистый полуфабрикат для изготовления бумаги для печати.
Европейская конференция целлюлозно-бумажной и картонной промышленности (в рамках ЕЭС) допускает использование до 10% древесной массы в композиции даже высококачественных видов бумаги /2/. С января 1989г. проводится широкая компания под названием "Дефибрерная древесная масса - жемчужина бумажного производства" с целью представления достоинств ДДМ и применения данного полуфабриката в композиции бумаги для печати.
В России ДДМ сохраняет ведущее положение по объему производства среди используемых при производстве газетной бумаги. В Канаде, где объем производства ДДМ достаточно высок, данный полуфабрикат используется преимущественно при выработке газетной и других видов бумаги с высоким содержанием древесной массы: для каталогов, справочников, суперкаландрированной (SC), легкой мелованной (LWC), т.е. в композиции тех видов бумаги, которые должны обладать повышенными непрозрачностью, гладкостью, и низкой пористостью /3/.
Непрекращающийся интерес к ДДМ и ее достоинства по сравнению с современными ВПВВ обуславливают необходимость совершенствования процесса дефибрирования.
С 1979г. фирма Voith (Германия) — изготовитель цепных дефибреров — разработала процесс термодефибрирования. В настоящее время этот процесс внедрен на ряде предприятий Германии и Австрии, сохранивших производство ДДМ на цепных дефибрерах /4/.
Процесс термодефибрирования позволяет получать полуфабрикат более высокого качества, чем ДДМ, при сохранении УРЭ на уровне традиционного дефибрерного способа. Основными его условиями являются строгий контроль температуры в зоне дефибрирования и ее поддержание на уровне, способствующем процессу разделения древесины на волокна.
В связи с тем, что на предприятиях России и других стран СНГ основное количество дефибрерной массы производится на цепных дефибрерах и в перспективе снижение ее производства указанным методом не предусматривается, становится очевидна актуальность таких разработок, направленных на повышение качества дефибрерной массы при незначительных капитальных вложениях в реконструкцию действующего оборудования.
При всех достоинствах, термодефибрирование является лишь одним из методов совершенствования традиционного дефибрерного способа производства древесной массы.
Исследовательские работы по улучшению качества ДДМ путем повышения давления при дефибрировании проводились еще в 50-е годы, однако полученные результаты не получили промышленного внедрения.
В 1977г. фирма Tampella (Финляндия) и MoDo Cell (Швеция) совместно продолжили исследования по получению дефибрерной древесной массы при повышенном давлении (ДМД). Результаты оказались весьма обнадеживающими: показатели механической прочности ДМД были значительно выше, чем у ДДМ, при сохранении на прежнем уровне оптических свойств и том же УРЭ /5/.
Первая опытно-промышленная установка по получению ДМД была введена в эксплуатацию на предприятии Виге (Швеция) в мае 1979г., а в июне того же года вступила в строй опытно-промышленная установка по производству ДМД на предприятии Ahjala фирмы Enso-Gutzeit (Финляндия).
Эксплуатация данных установок показала легкость и надежность управления дефибрерами, работающими под давлением.
Одна из основных особенностей технологической схемы производства ДМД (кроме двухпрессового дефибрера) — наличие сгустителя, позволяющего отделить горячую воду и использовать ее в качестве спрысковой воды в дефибрере, т. е. создать так называемый "горячий контур" дефибрера.
Первая промышленная установка ДМД внедрена в 1980г. на предприятии - Myllykoski OY (Финляндия).
В настоящее время способ получения ДМД применяется, или будет внедрен более, чем на 20 предприятиях Финляндии, Швеции, Германии, Австрии, Шотландии, Японии, США, Чили, ЮАР.
В мировой целлюлозно-бумажной промышленности эксплуатируется или заказано около 100 дефибреров, изготовляющих ДМД. Объем производства ДМД составляет более 2 млн.т в год.
Перечень действующих установок по производству ДМД приведен в конце монографии.
Анализ работы установок по производству ДМД и результаты опытно промышленных исследований, проводимых фирмой Valmet по совершенствованию метода производства полуфабрикатов высокого выхода, позволяют отметить его основные преимущества:
· более высокие показатели механической прочности, по сравнению с ДДМ;
· малое отличие оптических и печатных свойств, а также выхода ДДМ и ДМД;
· значительно более низкий УРЭ при производстве ДМД, чем при производстве ТММ/ХТММ (при рекуперации тепла, образующегося при производстве МУРЭ, может быть ниже, чем при производстве ДДМ);
· возможность использования в качестве сырья древесину осины;
· дальнейшее совершенствование технологии ДМД и разработка способа ДМД-С и ДДМ-70 позволяет улучшить качество полуфабриката;
· получение полуфабриката высокой белизны (76% ISO и более) при отбелке ДДМ в башне или при подаче отбеливающего реагента совместно со спрысковой водой при дефибрировании;
· возможность полностью автоматизировать процесс получения полуфабриката и сократить численность обслуживающего персонала;
· возможность изготовления ДМД в виде товарной массы.
Более высокая стоимость оборудования для производства ДМД в сравнении с ДДМ окупается за счет снижения содержания целлюлозы в композиции бумаги, повышения ее качества, увеличения срока эксплуатации оборудования и меньшего количества обслуживающего персонала.
В настоящее время известны следующие разновидности ДМД:
- собственно ДМД (PGW) — полуфабрикат, получаемый при дефибрировании балансов при температуре спрысковой воды 70 – 95°С и давлении 2,5 кгс/см2;
- ДМД 70 (PGW 70) полуфабрикат, получаемый при температуре спрысковой воды 70°С и давлении 2,5 кгс/см2;
- ДМД 95 (PGW 95) полуфабрикат, получаемый при температуре спрысковой воды 95°С и давлении 2,5 кгс/см2;
- ДМД-С (PGW-SUPER) полуфабрикат, получаемый при дефибрировании балансов при температуре спрысковой воды 95 — 120°С и давлении 4,5 кгс/см2;
- ДМД-S 95 (PGW-S 95) — полуфабрикат, получаемый при температуре спрысковой воды 95°С и давлении 4,5 кгс/см2;
- ДМД-S 120 (PGW-S 120) — полуфабрикат, получаемый при температуре спрысковой воды 120°С и давлении 4,5 кгс/см2;
- ХДМД — химическая ДМД (CPGW) — полуфабрикат, получаемый по режиму изготовления ДМД, но с добавлением химических реагентов со спрысковой водой при дефибрировании;
- ХДМД-С (CPGW-S) — полуфабрикат, получаемый по режиму изготовления ДМД-С, но с добавлением химических реагентов со спрысковой водой при дефибрировании
Похожие работы
... крахмала имеют улучшенные реологические характеристики, хорошие физико-механические свойства и способны подвергаться био- и фоторазрушению. Выводы Выполненные исследования по получению и изучению свойств композиций на основе полиэтилена высокой плотности и крахмала дают основания сделать следующие выводы: 1. Получены термопластичные композиции на основе полиэтилена и кукурузного ...
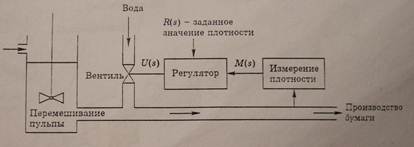
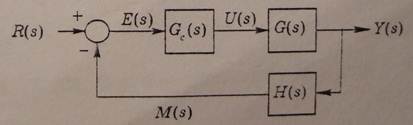
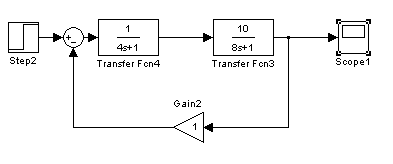
... в смеситель воды. Рисунок 2.1 – Схема управления плотностью бумажной массы Далее рассмотрим структурную схему данной системы: Рисунок 2.2 – Структурная схема управления плотностью бумажной массы На этой схеме: Gc(s)-регулятор. Передаточная функция регулятора: Предположим, что k=10, тогда: G(s)-исполнительный механизм. Передаточная функция исполнительного механизма: ...
... материалов синтетической химии лежит технология переработки ТПО производства резины и резинотехнических изделий. Итак, к ТПО резины следует отнести собственно отходы производства резины и отходы резино-технических изделий в процессе производства. Предварительно остановимся на видах резины. В зависимости от содержания серы в резине ее называют мягкой (2-8% S); полутвердой (12-20% S); твердой или ...
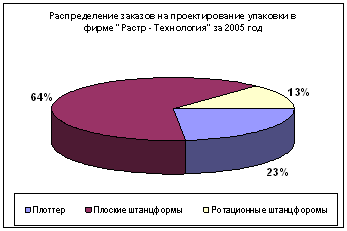

... . В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Глава 5. Методика разработки технологии изготовления макета 5.1 Методика проведения исследований Оборудование, которое применялось в работе - плоттер Wild TA-10. Описание: 1. поверхность для резки 1760х1600мм 2. производительность при черчении - макс. скорость 500 мм/с; - ускорение ...
0 комментариев