Навигация
Расчет основных технико-экономических показателей цеха
50170
знаков
15
таблиц
1
изображение
2. Расчет основных технико-экономических показателей цеха
2.1 Расчет потребности в оборудовании
Для каждого типа станков определяется потребное количество станков по формуле
С = (tk * Nзап. * Км) / (60 * Fдо * m * K * Kв) (2.1.1)
где С – потребное количество станков данного типа, (С = Ср);
tk – штучно-калькуляционная норма времени на операцию, мин;
Nзап – программа запуска, шт.;
Км – коэффициент многостаночного обслуживания (для металлорежущего оборудовании механических цехов принимается 1,1![]() 1,8, Км = 1,4);
1,8, Км = 1,4);
Fдо – действительный годовой фонд времени работы станка, ч;
m – число смен;
К – коэффициент, учитывающий время простоя станков в ремонте (К = 0,97);
Kв – коэффициент выполнении нормы (Кв= 1,1).
Коэффициент загрузки станка определяется отношением
ηз = Ср./Спр. (2.1.2)
Так как Ср получается дробным числом, принимается Спр., равное ближайшему целому числу, учитывая допустимую перегрузку станка на 20%.
| Потребное кол-во станков Ср | Спр. | ηз |
| С1 = (47,25*42041*1,4)/(60*4015*0,97*1,1) = 10,82 | 11 | 0,98 |
| С2 = (26,25*42041*1,4)/(60*4015*0,97*1,1) = 6,01 | 6 | 1 |
| С3 = (21*42041*1,4)/(60*4015*0,97*1,1) = 4,8 | 5 | 0,96 |
| С4 = (15,75*42041*1,4)/(60*4015*0,97*1,1) = 3,6 | 4 | 0,9 |
| С5 = (11,55*42041*1,4)/(60*4015*0,97*1,1) = 2,7 | 3 | 0,9 |
| С6 = (5,25*42041*1,4)/(60*4015*0,97*1,1) = 1 | 1 | 1 |
| С7 = (19,95*42041*1,4)/(60*4015*0,97*1,1) = 4,57 | 5 | 1,914 |
| С8 = (15,75*42041*1,4)/(60*4015*0,97*1,1) = 3,6 | 4 | 0,9 |
| С9 = (14,7*46350*1,4)/(60*4015*0,97*1,1) = 3,37 | 4 | 0,84 |
| С10 = (13,65*46350*1,4)/(60*4015*0,97*1,1) = 3,13 | 3 | 1,04 |
∑Ср = 43,6;
∑Спр. = 46;
∑η = 0,94;
После определения потребного количества станков по каждой операции и коэффициентов их загрузки построим график загрузки оборудования по времени.
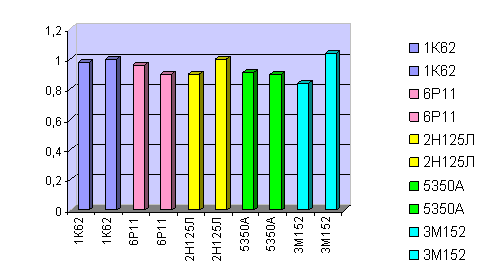
Рисунок 2.1 – График загрузки оборудования по времени
Таким образом, учитывая средний коэффициент загрузки 0.94, можно сказать, что всё оборудование загружено работой и превышает средний норматив.
2.2 Обоснование производственной структуры цеха
Технологический процесс, выбранная форма специализации, порядок движения деталей обуславливают организацию участков в цехе. Число участков можно определить по соотношению
Куч = Ср / Смаст (2.2.1)
где Куч – число участков в цехе;
Ср – число рабочих мест в цехе;
Смаст – число рабочих мест, обслуживаемых одним мастером (Смаст = 25).
Число рабочих мест в цехе принимаем равным количеству станков в цехе.
Куч = 46/25 = 1,84 = 2 участка
В проекте необходимо предусмотреть вспомогательное оборудование. Важной частью производственной структуры цеха является состав вспомогательных и обслуживающих подразделений. К ним относятся: участок ремонта оборудования и технологической оснастки, участок централизованной заточки инструмента. Проектируемый цех по размеру относится к малым, т. к. в нем установлено менее 100 станков, Спр. = 50. Для небольших цехов организуются только заточные отделения, ремонтные базы не предусматриваются. Ремонт, техническое обслуживание оборудования выполняют РМЦ и ремонтные службы цехов.
Для укрупненных расчетов число заточных станков принимается в процентах от числа станков, обслуживаемых заточным отделением. Принимаем 4%.
Сзат. = (46*4)/100 = 1,84 = 2 станка
Похожие работы
... 22588,23*0.04=903,53 кг потребность в материале на всю программу 49694,11*0,04=1987,76 т 2. Проект механического цеха В данном разделе определяется необходимое количество оборудования цеха, площадь цеха, количество рабочих станочников и численность остальных работающих цеха. 2.1 Расчет потребного количества оборудования При укрупненном расчете необходимого количества ...
... при коэффициенте переналадки технологического оборудования в течение смены, равном 1.00), выбранной по результатам предпроектного экономического обоснования целесообразности инвестиций. 4.1 Моделирование двух модификаций организационных условий производства в механическом цехе Средний коэффициент загрузки технологического оборудования при реализации 1-й модификации организационных условий ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев