Состав механического цеха
Рабочий проект и рабочая документация
Факторы, влияющие на выбор модели станка
Определение числа станочников при укрупненных расчетах при проектировании цехов единичного и мелкосерийного производства
Основные принципы выбора структуры цеха
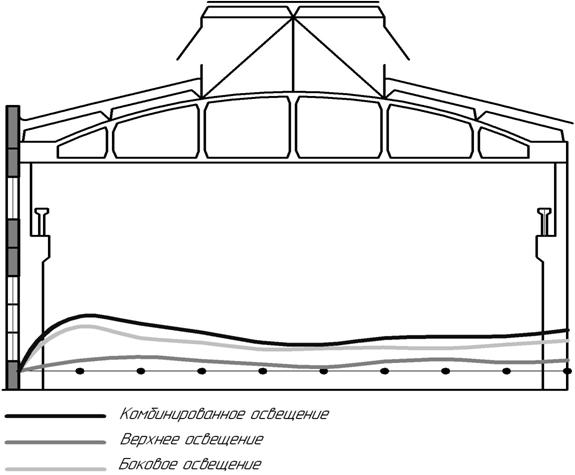
Основные технологические характеристики зданий
Выбор оптимального варианта размещения станков для подетально-специализированных участков серийного производства
Навигация
Определение числа станочников при укрупненных расчетах при проектировании цехов единичного и мелкосерийного производства
Проектирование механосборочного цеха
52006
знаков
1
таблица
0
изображений
15. Определение числа станочников при укрупненных расчетах при проектировании цехов единичного и мелкосерийного производства
Число станочников при укрупненных расчетах (для единичного и мелкосерийного производства) определяют двумя способами:
по станкоемкости годового объема работ;
по принятому числу станков цеха или участка.
При определении числа станочников по станкоемкости годового объема работ расчет ведут по формуле
Rст = Тст.ч.сум./(Fд.р.*Км),
где Тст.ч.сум. – суммарная станкоемкость изготовления деталей на станках данного типа, станкочас. Fд.р. – эффективный фонд времени рабочих. Км – коэффициент многостаночного обслуживания – среднее число станков в цехе, обслуживаемое одним расчетом.
При определении числа производственных рабочих используют усредненное значение Км.
Мелкосерийное производство Км = 1,1…1,3; среднесерийное 1,3…1,5; крупносерийное и массовое 1,9…2,2. Полученное число станочников округляют до ближайшего большего целого. По числу станков, принятых в проекте число станочников определяют по формуле:
Rст = Fд.о.*С*Кз/(Fд.р.*Км),
где Км – коэффициент многостаночного обслуживания, С – число станков в цехе, Кз – коэффициент загрузки станков, Fд.о. – эффективный фонд времени оборудования.
16. Определение числа станочников при детальных расчетах при проектировании цехов крупносерийного и массового производства с учетом многостаночного обслуживания
При детальных расчетах число станочников уточняют с учетом размещения оборудования и анализа условий многостаночного обслуживания. Особенно тщательно анализ проводят при проектировании участка крупносерийного производства. Основное условие для использования многостаночного обслуживания заключается в том, чтобы за время автоматической работы одного станка рабочий смог выполнить обслуживание других станков. Tм>=СУММ(tpi) – суммарное время обслуживания и активного наблюдения за работой других станков с учетом времени на переход. При обслуживании станков-дублеров, выполняющих одинаковую операцию число станков, обслуживаемых одним рабочим рассчитывают по формуле:
m = tм/tp + 1.
Несколько станков, обслуживаемых одним рабочим называют зоной обслуживания. Циклограмма. Тц – длительность цикла многостаночного обслуживания – время, в течение которого рабочий обслужит все станки, входящие в его зону обслуживания. Для случая, рассматриваемого выше, когда рабочий обслуживает станки-дублеры и не имеет свободного времени
Тц = tр+tм = tоперативное.
Для станков с различной продолжительностью операций при определении длительности цикла сопоставляют время ручного обслуживания каждого станка с наибольшим оперативным временем обработки на станке, входящем в предполагаемую зону обслуживания. Если суммарное время обслуживания станков больше максимального оперативного, то время цикла = сумме времени обслуживания станков, следовательно имеется простой станков.
Если проектирование ведется для поточной синхронной линии, то время цикла выбирается с учетом условия равенства или кратности такту. Если обработку ведут на непрерывно-поточной линии, то действительный такт выпуска определяется по формуле
tд. = t/(1+B/100%),
где t – номинальный такт выпуска, В – потери времени в процентах от оперативного на организационно – техническое обслуживание рабочих мест и регламентированные перерывы.
Для оценки занятости рабочего в обслуживании каждого станка используют коэффициент занятости.
Кзанi = tpi/Тцi.
Общий коэффициент занятости рабочего
Кзан = СУММ(Кзанi) <= 1.
В практике проектирования рекомендуется 0,7…0,8.
17. Определение количества наладчиков механического цеха
Число наладчиков определяют по нормам обслуживания, установленным для каждого типа оборудования. В зависимости от точности и сложности наладки один наладчик обслуживает разное число станков. В условиях крупносерийного и серийного производства число станков, обслуживаемых одним наладчиком в смену составляет:
Станки токарно-револьверные прутковые 7…10 станков, патронные токарно-револьверные 5…8 станков, токарные многошпиндельные вертикальные полуавтоматы 3…4 станка, одношпиндельные гидрокопировальные многорезцовые 4…7 станков.
При определении числа наладчиков следует иметь в виду целесообразность обслуживания наладчиком нескольких групп оборудования. Меньшие значения относятся к крупным и сложным станкам с небольшой серийностью, с высокой точностью настройки размеров. Большие цифры относятся к большим станкам в крупносерийном производстве. В единичном и мелкосерийном производстве наладчиков на универсальное оборудование не используют.
18. Вспомогательные рабочие, ИТР, служащие, МОП. Определение численности
Численность вспомогательных рабочих при укрупненных расчетах определяется в зависимости от числа основных производственных рабочих. При точных расчетах по нормам обслуживания для каждой категории рабочих.
Численность вспом. рабочих в % от основных:
неавтоматическое производство: 20-25%
автоматическое производство: 30-40%
При распределении общей численности вспом. рабочих по сменам руководствуются следующими нормами:
в I смену ед. и мелкосер. пр-ва: 65%
с-сер. пр-во:60%
к-сер пр-во: 55%
ИТР
При укрупненном проектировании численность ИТР механических цехов определяют в зависимости от числа основных станков цеха:
24-18% -ед. пр-во
22-16% -с-сер пр-во
21-15% -кр-сер. пр-во
20-15% - масс. пр-во
сборочных цехов или участков опр-ся в зависимости от числа производственных рабочих:
12-9% ед.
11-8% с-сер
10-8% к-сер
10-7% масс.
Служащие.
Персонал, выполняющий работу по счету, отчетности, снабжению, оформлению – бухгалтерия, кассиры, секретари, учетчики. Число служащих определяют по нормам в зависимости от числа производственных рабочих:
1,1-2,2% -ед. пр-во
0,9-1,9% -с-сер пр-во
0,6-1,6% -кр-сер. пр-во
0,1-1,4% - масс. пр-во
Меньшие значения соответствуют числу производственных рабочих > 700, большие- <75.
МОП.
Численность уборщиков определяют: 1 чел./500-600 м. кв.
Похожие работы
... , технологической, транспортной и по генеральному плану. К технологическим относятся следующие рабочие чертежи: 1. монтажные планы и разрезы цеха; 2. чертежи транспортных устройств и средств комплексной механизации. Проектирование механосборочного производства ведут в соответствии с действующими нормами, правилами, инструкциями и стандартами, а затем разработанные проекты подвергают экспертизе. ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... 1) Уменьшить площадь боковых световых проемов. 2) Убрать фонарь. 3) Установить светозащитные устройства. Цех №3 Полученное расчетное значение КЕО eср= 1,9 меньше нормативного eнIII = 2 на 5%, что соответствует требованию СНиП, поэтому выбранный тип и размеры остекления принимаем к дальнейшему проектированию без изменения. Библиографический список 1. СНиП 31 – 03 – 2001. Производственные ...
0 комментариев